苏州车间流水线
各部件运转正常后方能开始工作。注意:若一两次点火不行;把机风机空开一会把炉膛内瓦斯气体排放完毕才能第二次试机。(四)设备上的轴、链条、皮带轮、皮带及其他运转部分,都应设置防护罩和防护板。(五)机械运转中如有不正常情况或发生其他故障时,应立即切断电源,停车检修。(六)设备周边多为易燃品,应严禁火。(七)调试维护设备时,必须切断总电源。(八)请匆带儿童在流水线玩耍。流水线计算机编辑计算机流水线是Intel在486芯片中开始使用的。流水线的工作方式就象工业生产上的装配流水线。在CPU中由5—6个不同功能的电路单元组成一条指令处理流水线,然后将一条X86指令分成5—6步后再由这些电路单元分别执行,这样就能实现在一个CPU时钟周期完成一条指令,因此提高CPU的运算速度。经典奔腾每条整数流水线都分为四级流水,即指令预取、译码、执行、写回结果,浮点流水又分为八级流水。计算机流水线(Pipeline)技术是应用于微处理芯片(CPU)中的一项关键技术,计算机流水线技术指的是对CPU内部的各条指令的执行方式的一种形容,要了解它,就必须先了解指令及其执行过程。1、计算机指令计算机指令,就是告诉CPU要做什么事的一组特定的二进制。奉化自动化装配流水线厂家。苏州车间流水线

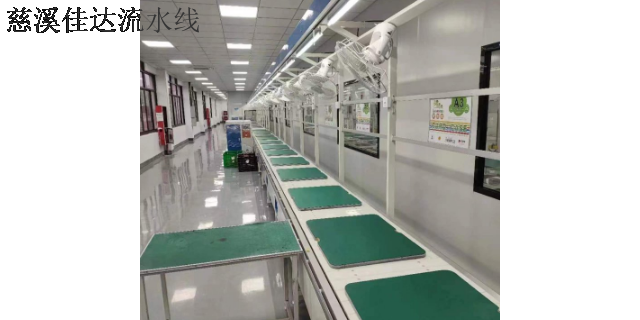
可用做装配生产线或作为物料的储存输送;5.可在各种恶劣的环境(高温、粉尘)下工作,性能可靠;A、采用特制铝型材制作,易于安装;B、结构美观,实用噪音低;C、多功能,自动化程度高。生产流水线生产流水线的特征是每一道工序都有特定的人去完成,一步一步地加工.每个人做一个特定的工作。是这样生产起来会比较快,因为每个人只需要做一样事,对自己所做的事都非常熟悉。缺点是工作的人会很觉得很乏味。流水线各种流水线特点编辑板链式装配流水线特点:承载的产品比较重,和生产线同步运行,可以实现产品的爬坡;生产的节拍不是很快;以链板面作为承载,可以实现产品的平稳输送。滚筒式流水线特点:承载的产品类型,所受限制少;与阻挡器配合使用,可以实现产品的连续、节拍运行以及积放的功能;采用顶升平移装置,可以实现产品的离线返修或检测而不影响整个流水线的运行。皮带式流水线特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。差速输送流水线特点:差速输送流水线采用倍速链牵引,工装板可以自由传送。慈溪装配流水线价格上虞流水线厂家直销。

自动化装配生产线在结构上主要包括:输送系统各种分料、挡停及换向机构各种自动上下料装置各种自动化装配专机传感器与PLC系统除此之外,经常还可能有部分人工操作的工序,用于代替技术上极难实现自动化或在成本上并不经济的装配工序,组成同时包括机器自动操作与人工操作的混合型自动化装配生产线。(1)输送系统输送系统通常采用各种输送线,其作用一方面为自动输送工件,另一方面为将各种自动化装配专机连接成一个协调运行的系统。输送系统通常都采用连续运行的方式。典型的输送线如:皮带输送线、平顶链输送线等通常将输送线设计为直行形式,各种自动化装配专机直接放置在输送线的上方。自动化专机及输送线都是在各种铝型材的基础上设计制造出来的,经过调试后,通过的连接件将自动化专机与输送线连接固定,使它们成为一个整体。(2)各种分料、挡停及换向机构由于工件是按专机排列次序经过逐台专机的装配直至完成全部装配工序的,通常在输送线上每一台专机的前方都先设计有分料机构,将连续排列的工件分隔开,然后再设置各种挡停机构,组成各专机所需要的工件暂存位置。工件到达该挡停暂存位置后,经过传感器确认后专机上的机械手从该位置抓取工件放入夹具。
全集成自动化的优势:安装和调试:在工厂范围内使用相同的通信标准(如PROFIBUS和PROFINET),将接口需求降至,同时简化了安装与调试过程。即使是结构十分复杂的工厂,实现起来不费吹灰之力。运行:集成通讯可以在整个工厂范围内限度地提高透明性。这表明,在需求变更时工厂可以更灵活地作出响应,并采取十分的诊断措施。通过这种方法可以计划外停车降至。集成全集成自动化,还意味着:无论是直接操作PLC系统还是通过操作面板,对所有站都进行统一操作。维护:智能维护策略使您能够更快地检测、分析和可能的错误源,甚至是在使用远程维护的情况下也是如此。在我们的许多系统操作过程中,都可以更换模块。组件的统一也减轻了维修工程师的负担。现代化和扩展:现有工厂很轻松地适应不断变化的要求,通常不用中断运行。由于我们的产品和系统的不断深入开发具有持续性,从而避免了系统中诸多不必要的变更,因此在上确保了安全。自动化银行办公在银行的经营管理中,凭借的计算机手段,进行协调、办公自动化系统指挥调度、监督调控、辅助决策,以提高银行的现代化管理水平和工作效率,已经越来越引起人们的关心和重视。银行的各项业务和各类工作都是相互联系、互为依存的。宁波自动化装配流水线厂家直销。
这一时期虽然在自动调节器中已应用反馈PLC的结构,但从理论上研究反馈PLC的原理则是从20世纪20年代开始的。1833年英国数学家C.巴贝奇在设计分析机时首先提出程序PLC的原理。1939年世界上PLC批系统与PLC的研究机构成立,为20世纪40年代形成经典PLC理论和发展局部自动化作了理论上和上的准备。20世纪40~50年代是局部自动化时期第二次世界大战时期形成的经典PLC理图3.自动化设备论对战后发展局部自动化起了重要的促进作用。在问题的过程中形成了经典PLC理论﹐设计出各种精密的自动调节装置﹐开创了系统和PLC这一新的科学领域。这一新的学科当时在美国称为伺服机构理论﹐在苏联称为自动调整理论﹐主要是解决单变量的PLC问题。经典PLC理论这个名称是1960年在届全美联合自动PLC会议上提出来的。出现了系统阐述经典PLC理论的著作。﹐N.把反馈的概念推广到一切PLC系统。50年代以后﹐经典PLC理论有了许多新的发展。。经典PLC理论的方法基本上能满足第二次世界大战中技术上的需要和战后工业发展上的需要。但是到了50年代末就发现把经典PLC理论的方法推广到多变量系统时会得出错误的结论。经典PLC理论的方法有其局限性。慈溪流水线厂家直销。慈溪智造流水线
海宁自动化装配流水线厂家直销。苏州车间流水线
根据制造行业及工艺上的区别,自动化生产线具有很多类型,例如自动化机械加工生产线、自动化装配生产线、自动化喷涂生产线、自动化焊接生产线、自动化电镀生产线等。其中典型的是以下两种:一种为自动化机械加工生产线,用于机械零件加工行业;另一种为自动化装配生产线,用于各种产品的后期装配生产。自动化机械加工生产线主要从事零件的铣削、钻孔及其他类似的回转切削加工工序,主要应用与以下零件加工场合:零件大批量生产零件设计成熟长期生产需要多种加工工序在上述场合,才有用自动化机械加工生产线就可以显示出它的巨大优越性。例如:很低的人工成本、很低的制造成本、零件制造周期短、占用场地少等。在自动化机械加工生产线中,根据生产线结构形式的区别可以分为以下两种类型:未设置内部零件存储缓存区的自动化机械加工生产线设置内部零件存储缓存区的自动化机械加工生产线上述两类自动化机械加工生产线的节拍原理存在较大的区别。苏州车间流水线
上一篇: 海宁小家电流水线订制价格
下一篇: 江苏小家电流水线厂家直销