河北五金模具打磨
开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。而模具制造是整个链条中基础的要素之一。许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。一些国内模具企业已普及了二维CAD,并陆续开始使用Pro/E、PDX、UGNX、NXProgressiveDieDesign、I-DEAS、Euclid-IS、Logopress3、3DQuickPress、MoldWorks和TopsolidProgress等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。 冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备。河北五金模具打磨

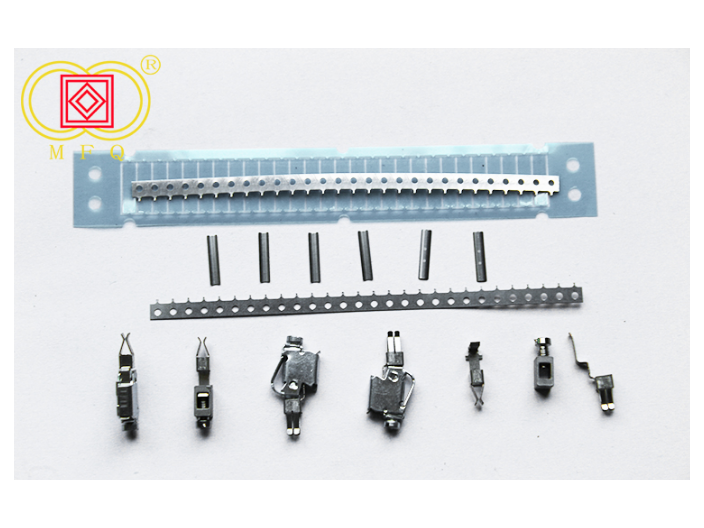
冲压模具是冲压加工的主要工艺装备,冲压制件就是靠上、下模具的相对运动来完成的。加工时由于上、下模具之间不断地分合,如果操作工人的手指不断进入或停留在模具闭合区,便会对其人身安全带来严重威胁。主要零件及安全要求1.工作零件凸凹模是直接使坯料成形的工作零件,因此,它是模具上的关键零件。凸凹模不但精密而且复杂,它应满足如下要求:(1)应有足够的强度,不能在冲压过程中断裂或破坏;(2)对其材料及热处理应有适当要求,防止硬度太高而脆裂。2.定位零件定位零件是确定坯件安装位置的零件,有定位销(板)、挡料销(板)、导正销、导料板、定距侧刀、侧压器等。设计定位零件时应考虑操作方便,不应有过定位,位置要便于观察,比较好采用前推定位、外廓定位和导正销定位等。3.压料、卸料及出料零件压料零件有压边圈、压料板等。压边圈可对拉延坯料加压边力,从而防止坯料在切向压力的作用下拱起而形成皱褶。压料板的作用是防止坯料移动和弹跳。顶出器、卸料板的作用是便于出件和清理废料。它们由弹簧、橡胶和设备上的气垫推杆支撑,可上下运动,顶出件设计时应具有足够的顶出力,运动要有限位。卸料板应尽量缩小闭合区域或在操作位置上铣出空手槽。 云南五金模具按需定制冲剪模具:是以剪切作用完成工作的。
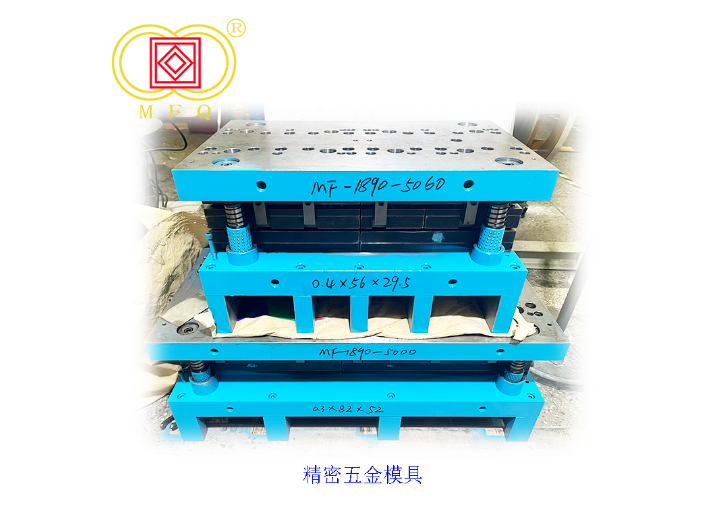
冲压模具配件的安装是个细致活,假如没有明晰的安装思路,导致东莞冲压模具安装后多次拆开重新安装、这样的降低了出产功率和冲压模具的质量,为了节省我们时刻。(1)挑选安装基准件。安装时,先要挑选基准件。挑选基准件的原则是依照模具首要模具零件加工时的依靠联系来断定。能够作为安装基准件的首要有凸模、凹模、’凸凹模、导向板及固定板等。(2)组件安装。组件安装是指模具在总装前,将两个以上的零件依照规则的技能要求连接成一个组件的安装作业。如模架的拼装,凸模和凹模与固定板的拼装,卸料与推件机构各零件的拼装等。这些组件,应依照各零件所具有的功用进行拼装,这将会对整副东莞冲压模具的安装精度起到必定的确保效果。(3)整体安装。总装是将零件和组件结组成一副完好的东莞冲压模具进程。在总装前,应选好安装的基准件和组织好上、下模的安装次序。(4)调整凸、凹模空隙。在安装模具时,有必要严格控制及调整凸、凹模空隙的均匀性。空隙调整后,才干紧固螺钉及销钉。调整凸、凹模空隙的办法首要有透光法、测量法、垫片法、涂层法、镀铜法等。(5)查验、调试。冲压模具安装结束后,有必要确保安装精度,满意规则的各项技能要求,并要依照模具验收技能条件,查验模具各部分的功用。
导向零件导柱和导套是应用的一种导向零件。其作用是保证凸凹模在冲压工作时有精确的配合间隙。因此,导柱、导套的间隙应小于冲裁间隙。导柱设在下模座,要保证在冲程下死点时,导柱的上端面在上模板顶面以上少5至10毫米。导柱应安排在远离模块和压料板的部位,使操作者的手臂不用越过导柱送取料。支承及夹持零件它包括上下模板、模柄、凸凹模固定板、垫板、限位器等;上下模板是冲模的基础零件;其他各种零件都分别安装固定在上面。模板的平面尺寸,尤其是前后方向应与制件相适应,过大或过小均不利于操作。有些模具(落料、冲孔类模具)为了出件方便,需在模架下设垫板。这时垫板比较好与模板之间用螺钉连接在一起,两垫板的厚度应相等。垫板的间距以能出件为准,不要太大,以免模板断裂。紧固零件它包括螺钉、螺母,弹簧、柱销、垫圈等.一般都采用标准件。冲压模具的标准件用量较多,设计选用时应保证紧固和弹性顶出的需要,避免紧固件暴露在表面操作位置上,防止碰伤人手和妨碍操作。 校平是提高局部或整体平面型零件平直度的一种冲压工序。
检修方法(1)模具松动:冲或模的移动量超过单边间隙。调整组合间隙。(2)冲模倾斜:冲或模的直度不正,或模板间有异物,使模板无法平贴。重新组立或研磨矫正。(3)模板变形:模板硬度或厚度不够,或受外力撞击变形。更换新模板或是更正拆组工作法。(4)模座变形:模座厚度不够或受力不平均,导柱、导套直度变异。研磨矫正或重灌塑胶钢或更换模座或使受力平均。(5)冲模干涉:冲模尺寸,位置是否正确,上下模定位有无偏差,组立後是否会松动,冲床精度不ì,架模不正。(6)冲剪偏斜:冲头强度不够,大小冲头太近,侧向力未平衡,冲半斜。加强剥斜板引导保护作用或冲头加大、小冲头磨短lt增加踵跟长提早支撑引导,注意送料长度。 冲压模具的形式很多,冲模也依工作性质,模具构造,模具材料三方面来分类。云南五金模具按需定制
拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。河北五金模具打磨
非标模具配件常见故障,生产塑胶制品的非标设备,需要使用材质的非标冲针定做,这样才能赋予塑胶制品完整的结构以及精确的尺寸。塑胶类非标模具配件在长期连续生产使用中会出现一些故障问题,其中以下这几种便是塑胶类非标模具配件比较常见的故障及其预防办法。1、导柱损伤质量好的非标模具配件中有一个关键零件就是导柱,在模具中的主要作用是导向,可以确保在任何情况下芯和型腔的成型面都不会出现相碰的现象,但是当注射时动、定模出现移动就会导致导柱受到损伤。所以为了避免导柱出现损伤就要确保塑件的壁厚均匀一致,以及侧面对称,使导柱能够均匀受力不受伤。2、动模板弯曲非标模具配件中的动模板如果出现弯曲就会影响塑料制品的品质,所以为了预防动模板出现弯曲现象,五金模具配件,一方面要选用质量钢材来制造动模板,保证满足厚度方面的需求,另一方面则可以在动模板的下部安置适当的支撑柱以减小模板的厚度,提高动模板的承载力,避免发生弯曲。3、顶杆弯曲断裂顶杆也是非标模具配件中极为关键的一种,如果在使用中出现弯曲、断裂、漏液的情况就会让模具无法正常使用。所以应该找非标模具配件排名名的厂家来定制生产,选用质量材料,并将顶杆修磨到Z佳的尺寸。 河北五金模具打磨