智能雅马哈洁净机器人供应
为何要学习工业机器人和PLC技术?伴随着德国工业4.0的明确提出,在我国《中国制造2025》的实行,东莞市发生了***个无人工厂,殊不知将来的无人工厂并并不是彻底取代职工,只是把职工从体力活与简易用脑中彻底释放,饰演更有创造力和趣味性的人物角色。未来智慧中国化无人工厂会愈来愈多,对把握电气设备和工业机器人的高级人才要求也会越来越大。工业机器人工作平台是一个繁杂的工程项目,并不是买回来就能用的,必须对其开展程序编写,把智能机器人本身与监控软件、系统软件、设配等融合起來,构成一条详细的生产流水线,才可以开展生产制造。因此,学习工业机器人不仅是学习工业机器人的应用和程序编写技术,对PLC和触摸显示屏、交流伺服电机和变频调速器技术、计算机接口和通信技术也是必须把握的。雅马哈备有YK-TW**的安装支架,无须进行麻烦的强度计算等,可减少工时。智能雅马哈洁净机器人供应
意想不到的是厂房屋顶增高费用昂贵,成了机器人引入瓶颈。关于采用自动化,向加工机制造商进行了咨询。加工机制造商建议采用取件机器人。但,取件机器人采用垂直轴整体上下运行方式,这就需要增高厂房屋顶。若加上屋顶增高费用,将超出预算。F先生回顾说“机器人的价格又在预算之内,我想自动化只有它了。但,调查之后没想到安装场地非常棘手......”。解决要点采用自动化可以使人工费+设备折旧率@130降到设备折旧率@50。无需大规模施工就可以在预算范围以内安装机器人。自动化YAMAHA多轴示教器产品手册雅马哈YA系列产品阵容丰富,有拥有同等级产品中高水平的动作速度与腕部高负载能力的6轴机器人。

提高生产效率为优先条件。但,无法在生产启动上耗费太多的时间……为追求进一步提高生产率,E公司着手进行全公司业务改善。提高产量也就成了生产部门的首要课题。围绕这一课题,生产部门开始考虑生产设备的替换问题。其中,作为提高生产率的有效手段之一,考虑了是否采用机器人视觉系统。但,对机器人视觉系统,负责控制的人员却表示担心。“以前,在构建视觉系统时,出乎意料地耗费了很多时间。结果延迟了生产线开始运转的时间,尝过苦头。不想再经历一次了”负责人U先生回顾道。
以前设计的生产线主要使用转盘。虽然节省空间这一点不错,但主要问题是当发生故障时,很难调整设备内部的机构,而且当需要调整转盘时,需要拆除周边设备等,作业效率很差。当我们在展会上听到雅马哈的线性传送模块“LCMR200”的介绍时,觉得“就是它了!”。演示机的布局很规整,机械设计和周边设备的作业看上去很方便,并且得知还能使用滑块ID进行追溯,于是我们决定立即在下一个设备中采用它。以前我们配置了4个转盘,并使用带式传送带和移载机器人来连接各转盘,而“LCMR200”则可以采用水平循环方式和单向2.5m的流水线构成进行设计。即使需要对设备进行微调,也无需移动周边设备,只需调整滑块的位置即可。因此即使是我这样的女性也可以轻松进行调整,减少工时。除了节省空间外,所需的零件也少,而且可以轻松实现可追溯性,因此查明原因所需的时间减少了90%。此外,每次维护所需的时间也减少了50%,非常令人满意。由于各滑块可以自由动作,因此不受工序之间时间差的限制,产量也增加了。由于引进这台“LCMR200”有功,我还获得了公司颁发的社长奖,真是好事连连。今后我会继续设计高效、高产的生产线。雅马哈“LCM100”的特点是可以进行高速且精密的动作。

现阶段各个领域已经机构复工复产,为了更好地协助暑假中发那科机器人等机器设备运作终止的顾客迅速恢复生产,***享发那科机器人修复应用前有关的常见问题。发那科机器人在长期性断开开关电源后,***次开机应用时要充足确认当场标准后再资金投入运行,防止因实际操作不合理造成机器设备的常见故障。建议按下列引导开展实际操作。1.开机前确认1.15S清理过的当场很有可能留出水迹,请查验控制板外部环境和机器人本体是不是干躁,防止导致短路故障。1.2通电前测量控制箱的键入工作电压是不是恰当。R-30iA、R-30iB、R-30iBPLUS的A/B柜三相380V的键入工作电压,MATE控制箱则必须200V键入工作电压,起伏范畴-15%~10%。1.3机械设备本体基座,电机和控制板TP电缆终端头是不是拧紧需认真仔细1.4若有标准气压部件,当场需确认1.4.1气体三点模块的状况·确认供货工作压力在0.49Mpa雅马哈“RCX340”,是可以实现构建高水准设备的新一代多功能机器人控制器。智能雅马哈洁净机器人供应
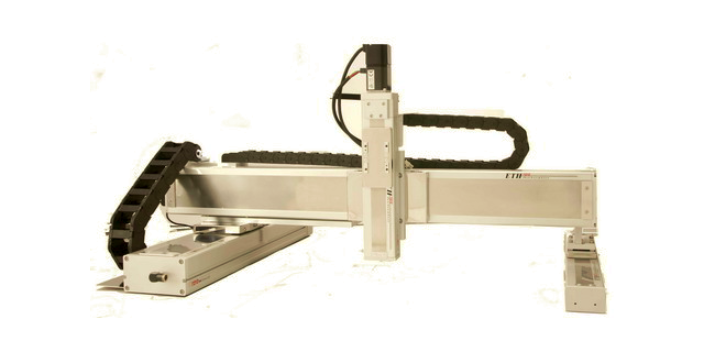
使用YAMAHA机器人YK-TW时,机器人下方φ1000mm可全范围动作。智能雅马哈洁净机器人供应
目标锁定传送工序。进行提高托盘传送速度的试验,结果却是产生了损耗。尽管如此,也不能放弃。以M先生为中心组建了项目组,并决定以缩短传送工序的传送时间为目标,开始了试验。项目组考虑的方法是提高传送带传送托盘的速度。因无法调整速度,结果碰撞挡板时的冲击力过大,导致工件偏位、托盘损坏等产生了损耗。这次调整使生产线停了产,降低了生产效率,陷于了恶性循环。此外,生产系统也存在问题。反复进行了布局变更、增设了生产线的工厂内,已不存在再次增设生产线的空间了。现有的生产线转产时很费工时,不适合应对小批量的生产。“虽然设想过……,但缩短生产节拍的难度仍然超过了想象。”(M先生)项目组想不出解决办法,一筹莫展。智能雅马哈洁净机器人供应
上一篇: 进口YAMAHA四轴机器人
下一篇: YAMAHA雅马哈机械手华东地区代理