欧美超硬金钢石刀具设计
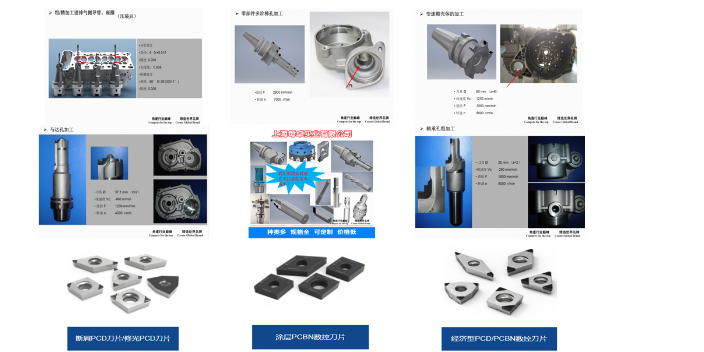
每卓实业供应常规机械夹紧刀片和特制机械夹紧刀片。选用世界上^的生产线和先进的生产工艺,我们可以为客户提供用于车削、铣削、镗孔、切槽、螺纹的成型刀片或半加工刀片。PCD可转位刀片类型:位字母为形状代号,用于表示刀片的形状,包括正方形、正三角形、菱形等。第二位字母为后角代号,表示刀片的后角,第三位字母为等级代号,表示刀片的制造精度等级,A~U不同,A级精度^高,第四位字母为沟、孔代号,表示刀片的表面形状,指断屑槽和安装孔,数字前两位为切削刃长度及内切圆代号,表示切削刃长度和内切圆直径,中间两位为厚度代号,指的是刀片的厚度,后两位表示刀尖圆弧半径代号,一般指数值,在数字代号后的位字母表示主切削刃形状刀具,由断屑槽区分,^的的两位字母为补充代号,主要指适用的材料及使用工艺特性。PCD可转位刀片的优点可转位刀具与釺焊式和其他机械夹固式的刀具相比有如下优点:①避免了硬质合金釺焊时容易产生裂纹的缺点;②可转位刀片适合用气相沉积法在硬质合金刀片表面沉积薄层更硬的材料(碳化钛、氮化钛和氧化铝),以提高切削性能;③换刀时间较短;④由于可转位刀片是标准化和集中生产的,刀片几何参数易于一致,切屑控制稳定。 CBN刀具的主要加工对象是铸铁和淬火钢。应用行业也主要在汽车发动机和轴承行业。欧美超硬金钢石刀具设计
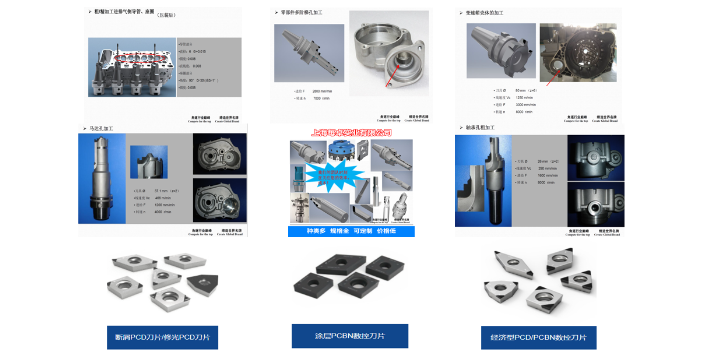
对于有效的材料的切割表面处理在许多工业过程中使用的工具和为经济价值的一个重要因素。金刚石为特定的材料和加工或CBN(立方氮化硼)研磨剂如碳化物品质研磨工具相比传统的工具是^具成本效益它提供了一个更有效的替代方案。现在,具有很高的硬度特别长的刀具寿命和解决问题的方法是在各个领域的发现元素。PCBN内圆车刀与PCD镗孔刀具就是金刚石刀具,但是许多人在使用中总是不知道他们的区别在哪,下面厂家来为你分析一下:内圆车刀与PCD镗孔刀的差异在于大小不同,车内圆也相当于镗内孔,不过是这个内孔比较大,孔比较浅,车刀成型刀的结构也比较大,强度也比较大而已。通常大家常说的镗孔,是对孔径比较小,比较深的孔来说的。通常来说,内圆车刀的刀柄是方的,是为了能够压在车床刀架上运用的。而PCD镗孔刀的刀杆是圆形直柄的或者是锥柄的,是为了装在镗床的主轴上运用的,是不能交换的。 江苏矿山机械超硬金钢石刀具人造聚晶金刚石(PCD)成本远低于天然金刚石,因此目前很多切削加工场合使用的都是人造聚晶金刚石。
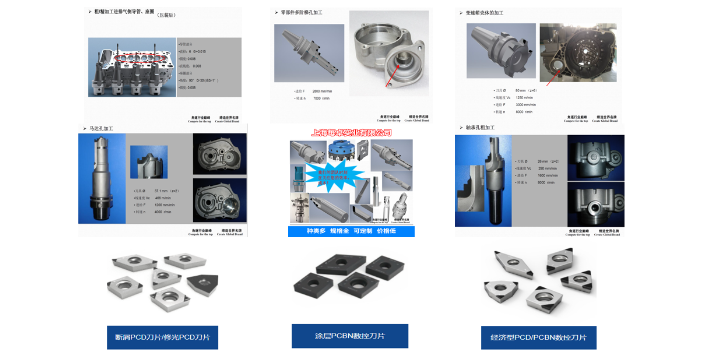
由于CBN晶体与金刚石晶体都属闪锌矿型,且晶格常数相近,化学键类型相同,因而CBN具有接近金刚石的硬度和抗压强度,又因为其是由N、B原子所组成,因此具有比金刚石更高的热稳定性和化学惰性。PCBN刀具材料主要性能如下:折叠具有很高的硬度和耐磨性CBN单晶的显微硬度为HV8000~9000,是目前已知的第二高硬度的物质,PCBN复合片的硬度一般为HV3000~5000。因此用于加工高硬度材料时具有比硬质合金及陶瓷更高的耐磨性,能减少大型零件加工中的尺寸偏差或尺寸分散性,尤其适用于自动化程度高的设备中,可以减少换刀调刀辅助时间,使其效能得到充分发挥。折叠具有很高的热稳定性和高温硬度CBN的耐热性可达1400~1500℃,在800℃时的硬度为Al2O3/TiC陶瓷的常温硬度,因此,当切削温度较高时,会使被加工材料软化,与刀具间硬度差增大,有利于切削加工进行,而对刀具寿命影响不大。折叠具有较高的化学稳定性CBN具有很高的抗氧化能力,在1000℃时也不产生氧化现象,与铁系材料在1200~1300℃时也不发生化学反应,但在1000℃左右时会与水产生水解作用,造成大量CBN被磨耗,因此用PCBN刀具湿式切削时需注意选择切削液种类。一般情况下,湿切对PCBN刀具寿命无明显提高。
CBN刀具材料之所以被认为是目前为止有发展前景的刀具材料,是因为和其他普通的刀具材料相比,CBN刀具材料有着很多优点,主要体现在以下几个方面:较高的耐磨性和硬度。CBN微粉的维氏硬度为75以上,莫氏硬度为,次于金刚石。PCBN(CBN烧结体)复合片的硬度可以达到3600HV左右,是Si3N4陶瓷刀片的3倍,是硬质合金刀片K10的5倍。在生产大中型零件时,使用CBN刀具加工能有效的减小尺寸偏差、降低尺寸分散性,减少换刀的时间并充分发挥机械设备的能效。PCBN复合刀片的硬度和耐磨性受CBN含量多少的影响。随着CBN含量的增加,PCBN的硬度会随之升高。但PCBN的耐磨性和CBN含量之间并不是简单的单调关系,对于不同的加工条件有着不同的更佳数值,当加工模具钢时,CBN含量为60%左右,刀具为耐磨,而当加工Cr06合金工具钢时,CBN的含量越高,其耐磨性越好。CBN材料具有很好的热稳定性。CBN的耐热性可达到1400~1500℃,是目前世界上耐热的超硬刀具材料。CBN的烧结体PCBN在800℃时的硬度比陶瓷和硬质合金等刀具材料的常温硬度还要高。很好的化学稳定性。CBN材料的化学惰性很大,在1100℃以下都不会和过渡金属发生化学反应,因而在磨削和切削铁质材料工件时不会出现粘屑的现象。
铝合金及有色金属适用金刚石PCD刀具。
造成刀具严重磨损。(4)对机床的工艺系统:由于PCBN刀具多用于淬硬钢及耐磨铸铁等难加工材料的切削加工,且刀具有负倒棱,因而径向力较大。这就要求机床刚度和精度要好,系统振动要小,刀具安装时悬臂要小,PCBN刀具不宜用于荒面加工。目前,虽然PCBN刀具材料的价格相对硬质合金及陶瓷刀具的价格还偏高,但均摊到每个工件上的刀具成本却低于其他材料刀具,采用先进切削加工工艺时,若将磨削机床等设备投资摊入生产成本,则PCBN刀具的使用会带来更大经济效益。对一般中小企业来说,精加工工序的磨削加工始终是制造过程的瓶颈,若购置性能好的车床,采用PCBN刀具,应用以车代磨等先进切削加工工艺,即可节省设备投资、提高生产率,又可增加加工过程的柔性。另外,目前由于人员费用的增大及环境保护方面的要求,大力推广使用PCBN刀具,充分发挥其潜在效能,提高切削加工技术水平也是具有重要意义的。 天然单晶金刚石刀具硬度高,耐磨性好,刀尖和刃口锋利,可实现超薄切削,加工表面粗糙度极低。欧美超硬金钢石刀具设计
金刚石刀具与超硬刀具的区别及优缺点。欧美超硬金钢石刀具设计
金刚石刀具的性能特点金刚石刀具具有硬度高,抗压强度高,导热性及耐磨性好等特点,可在高速切削中获得较高的加工精度和加工效率,金刚石刀具的上述特性是由金刚石晶体状态决定的,在金刚石晶体中,碳原子的四个价电子按回面体结构成键,每个碳原子与4个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有较高硬度,由于聚晶金刚石的结构是取向不一的细晶粒金刚石烧结体,虽然加入结合剂,金刚石刀具硬度及耐磨性仍低于单晶金刚石,但由于PCD烧结体表现各为同性,因此金刚石刀具不易沿单一的解理面裂开。欧美超硬金钢石刀具设计
上海每卓实业有限公司在液压夹具,非标数控刀具,数控刀柄,齿轮刀具一直在同行业中处于较强地位,无论是产品还是服务,其高水平的能力始终贯穿于其中。公司始建于2015-08-12,在全国各个地区建立了良好的商贸渠道和技术协作关系。公司主要提供上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。等领域内的业务,产品满意,服务可高,能够满足多方位人群或公司的需要。多年来,已经为我国五金、工具行业生产、经济等的发展做出了重要贡献。
上一篇: 松江区汽车零部件液压夹具供应商
下一篇: 奉贤可转位圆角粗滚刀PCD