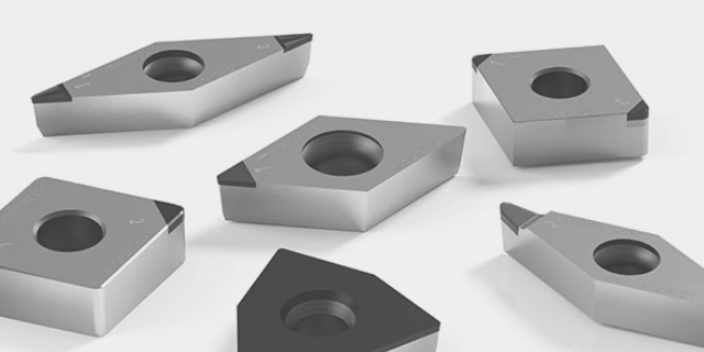
南通PCD可转位面铣刀PCD
PCD刀具材料的选择对刀具的寿命,加工效率,加工质量和加工成本产生了很大的影响,切割刀时应承受高压,高温,摩擦,冲击和振动等作用。因此,PCD刀具材料应具有以下基本性能:1、抗压强度和韧度。刀具材料应有着较高的抗压强度和韧度,以承载割切力,冲击力和振荡,并预防数控刀具韧性断裂和没有响应。2、耐高温性。刀具材料耐高温性,能够承载高割切环境温度,并有着的抗氧化能力。3、硬度和耐磨性。刀具材料的硬度标准一定要大于产品工件材质的硬度标准,一般来说标准在60hrc硬度以上的。刀具材料的硬度标准越高,抗磨性就好。伴随轻量化的快速发展,大量的铝合金材料被使用于汽车零件生产中,给切刀造成了艰巨考验。PCD材质有着非常高抗磨性,低动摩擦因数和高导热能力等性能,使PCD刀具有着的割切使用性能,非常高的工作效率和的产品制作加工品质,并使其变为铝合金型材加工零件的宜之选。并且,它为汽车业零配件的高效化,精度高,高表层品质和成本低标准出具了适宜保障。其工艺性能和经济效益。刀具材料应有着的铸造使用性能,热处理工艺使用性能和电焊使用性能;有磨砂制作加工使用性能等,并追寻性能高价比。PCD(聚晶金钢石)数控刀具是属于金刚石刀片的1种。CBN刀具和金刚石刀具硬度高,刀具寿命长,适用于大批大量生产的场合以及用于特殊要求场合的加工。南通PCD可转位面铣刀PCD,CBN多晶刀具多少钱
CBN,硬度排在金刚石之后。CBN是一种次于金刚石的极硬的刀具材料,通常材料硬度大于48HRC时工作比较好(加工软材料时CBN磨损很快)。温度高到2000℃是还有较好的红硬性。虽然和硬质合金相比更脆且导热性和化学稳定性低于陶瓷,但它有比陶瓷刀具更高的冲击强度和抗破裂性而且对于刚性较低的机床也能切削硬金属。更进一步,恰当的定制CBN刀具能承受大功率粗加工的切削载荷、断续切削的击打和精细加工所需的热和磨损性能。对于指定工序恰当的定制包括机床和夹具的刚性、刃口修磨大到足以防止显微剥落,而且刀具的基体是一种CBN含量高的材质等级。CBN含量高的材质等级对这些指定工序是必须的,因为它们具有刃口重载条件下高速加工要求的高导热性和韧性以及用于严重断续切削。这些性能使得这种材质等级的刀具材料被用作粗加工淬硬钢和珠光体灰铸铁。CBN含量低的材质等级和CBN含量高的相比更脆,但它们用于淬硬黑色金属加工更好。它们的更低的热导性和相对更高的承受高速切削和负前角所产生热量的抗压强度。切削区更高的温度软化工件材料和帮助断屑,而负前角强化刀具,使切削刃稳定,提高刀具寿命,并允许比。因为CBN刀具能获得优于µm的表面光洁度并保持同轴度±。宝山区发动机缸盖加工PCD,CBN多晶刀具销售超硬刀具材料多指金刚石与立方氮化硼,理论上来说硬度接近于金刚石的材料统称为超硬刀具材料。
PCBN刀具的强度比硬质合金刀具低,因此在硬态切削加工时,一般都采用负前角、较大的后角和负倒棱,这不仅有利于对切削刃进行补强,而且具有很好的耐磨性。通常负倒棱尺寸取()×(10°~30°)为宜。若切削进行适当的钝化处理,效果会更好。此外,在可能的情况下,尽量采用小主偏角和大的刀尖圆弧半径,这有助于保护刀刃,延长刀具的使用寿命。为很好地使用PCBN刀具,稳定地控制工件质量,准确判断PCBN刀具的耐用度至关重要。如果一直使用磨损已很严重的刀具,那么切削力及切削温度增加、切削不畅,就难以控制工件尺寸及表面完整性,甚至使PCBN刀具无法继续修磨而报废。为保证刀具的正常使用,建议PCBN刀具后刀面磨损量达(精车时取小值)时应进行重磨。但重磨需要一定的设备和技巧,多数工厂的机床不具备适合的条件,一般PCBN刀具的重磨都应由专业厂来完成。对于硬度高和不规则的工件,由于PCBN刀片较脆、怕冲击。从工件端面切入、切出,尤其在表面有夹渣、砂眼、凹凸不平的时候,易发生冲击,使刃口破裂,造成耐用度降低。所以在使用PCBN刀具前,比较好先将冷硬层粗车一次,并在工件切入切出端先倒角,以减小PCBN刀具冲击力。
PCBN刀具适合于铸铁、淬硬钢等材料的高速切削加工。由PCBN刀具切削铸铁及淬硬钢时刀具后刀面磨损与切削距离的关系可以看出:当切削速度超过一定限度后,切削速度越高,PCBN刀具后刀面磨损速度反而越小,即高速切削下刀具的寿命反而高,这一特点尤其适合现代高速切削加工。对淬硬件(硬度HRC55以上)的精加工,通常采用磨削加工方法来完成,然而随着刀具材料发展及车床(尤其是数控车床)加工精度的提高,以硬态切削代替磨削来完成零件的终加工已成为一个新的精加工途径,这种以车代磨的工艺方法有以下优点:(1)可提高加工柔性,突破了砂轮磨削的限制,通过改变切削刃及走刀方式可以加工出几何形状各异的工件;(2)切削加工中的环保问题日益严峻,磨削加工产生的废液和废弃物越来越难以处理和,而且对人体有害,而硬态切削无须加冷却液,意义重大;(3)切削效率高,加工时间短,设备投资费用小,可降低加工成本;(4)切除相同体积所消耗的能量为磨削的20%,因此产生的切削热较少,加工表面不易引起烧伤和微小裂纹,易于保持工件表面性能的完整性;(5)同样金属去除率情况下,硬态切削较磨削节省能源。通常用于硬态切削的刀具材料有陶瓷、TiC涂层刀片及PCBN刀具材料,但要在较高速度。PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。

CBN刀具是人造立方氮化硼刀具,在高温的时候还能保持高硬度的特性,主要做加工铁件之用。立方氮化硼CBN是20世纪50年代首先由美国通用电气(GE)公司利用人工方法在高温高压条件下合成的,其硬度次于金刚石而远远高于其它材料,因此它与金刚石统称为超硬材料。扩展资料:PCBN刀具的性能特点:1、切削速度高:用HLCBN立方氮化硼刀片切削硬铸铁时,可以使用较高的切削速度。当Vc=60m/min,切削160min后,后刀面只磨损了。而使用YG6X硬质合金刀具的切削速度只有,为立方氮化硼刀具的1/9。2、耐用度高:用立方氮化硼圆刀片,以Vc=40m/min、f=,刀具耐用度为500min,而用陶瓷刀具加工时刀具耐用度只有5min。立方氮化硼刀具的耐用度是陶瓷刀具的100倍。3、加工精度和表面质量好:用硬质合金刀具车削HRC50的表面喷涂冷硬铸铁轧辊,当Vc=20m/min、αp=、f=,圆度误差高达,表面粗糙度Ra为μm;而使用立方氮化硼刀具车削,切削速度提高了,圆度误差很小,表面粗糙度Ra小于μm。4、金属切除率高:立方氮化硼整体聚晶刀片开始在重载粗加工的应用,立方氮化硼刀具开始应用到大进给,大吃深的粗加工中,比硬质合金刀具的切除率更高。譬如用立方氮化硼刀具切削冷硬铸铁轧辊。PCD刀具凭借硬度高、耐磨、耐热、寿命长等优越的性能,以及比较广的应用领域。黄浦区发动机缸盖加工PCD,CBN多晶刀具销售
聚晶金刚石(PCD)刀具是通过把PCD复合片焊接到硬质合金或者钢的刀体上制成的刀具。南通PCD可转位面铣刀PCD,CBN多晶刀具多少钱
CBN数控刀片硬车削淬硬钢的案例参数(1)硬车削淬硬钢齿轮的CBN数控刀片BN-H21加工工况:强断续切削端面;加工材料:20CrMnTi齿轮,HRC58-62;选用刀片:BN-H21WNGA080404;切削参数:ap=;冷却方式:干切;结果:相较于某品牌CBN刀片,BN-H21材质刀具寿命提高5倍。(2)硬车削淬硬钢风电轴承的CBN数控刀片BN-H200工件名称:风电轴承滚道工件材质:42CrMo4(硬度HRC58-63)刀片型号:BN-H200RNMN090300切削参数:Vc=260m/min,Fr=,ap=:干式切削相较于某品牌CBN刀片,BN-H200材质加工风电轴承表面光洁度达到,而且属于正常的后刀面磨损。 南通PCD可转位面铣刀PCD,CBN多晶刀具多少钱
上海每卓实业有限公司成立于2015-08-12,位于肖湾路511号2幢3层,公司自成立以来通过规范化运营和高质量服务,赢得了客户及社会的一致认可和好评。公司具有液压夹具,非标数控刀具,数控刀柄,齿轮刀具等多种产品,根据客户不同的需求,提供不同类型的产品。公司拥有一批热情敬业、经验丰富的服务团队,为客户提供服务。依托成熟的产品资源和渠道资源,向全国生产、销售液压夹具,非标数控刀具,数控刀柄,齿轮刀具产品,经过多年的沉淀和发展已经形成了科学的管理制度、丰富的产品类型。上海每卓实业有限公司以先进工艺为基础、以产品质量为根本、以技术创新为动力,开发并推出多项具有竞争力的液压夹具,非标数控刀具,数控刀柄,齿轮刀具产品,确保了在液压夹具,非标数控刀具,数控刀柄,齿轮刀具市场的优势。
上一篇: 盐城PCD组合镗刀PCD
下一篇: 虹口区齿轮组合铣刀齿轮刀具定制