青浦区PCD
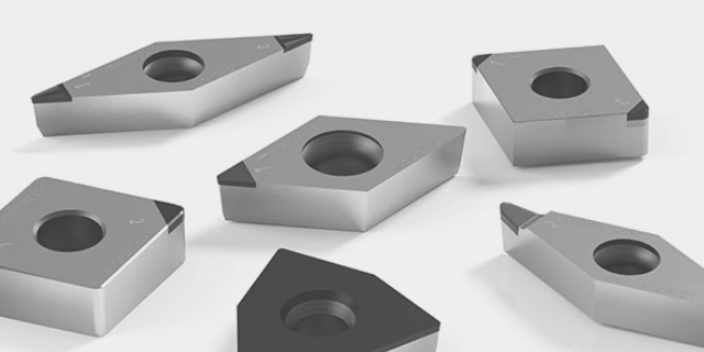
PCD刀具,聚晶金刚石刀具,顾名思义就是多个单晶聚合而成,是利用天然或人工合成的金刚石粉末与结合剂(含钴、镍等金属)按一定比例,在HPHT(高温高压)下烧结成固定直径和厚度的PCD复合片,后经过切割、焊接、刃磨等工艺,制成PCD刀具,可加工性优于单晶金刚石与CVD,化学稳定性较弱,有合金衬底所以抗断裂韧性好,可焊性强。一般情况下PVD刀具厚度为,可制成PCD刀片、PCD铣刀、PCD车刀、PCD钻头、PCD铰刀等结构形式。CVD与PCD的区别在于,CVD不用结合剂。CVD薄膜也就是金刚石涂层刀具,CVD厚膜就相当于PCD。CVD薄膜易于制造复杂的刀具,如钻头、立铣刀、带断屑槽的金刚石刀具等。 硬度和耐磨性。刀具材料的硬度必须高于工件材料的硬度,一般要求在60 HRC以上。青浦区PCD,CBN多晶刀具定制价格
PCBN制成的刀具**适应于硬零件的切削加工。实际上,被加工零件硬度的下限是45HRC。如果用PCBN刀具加工硬度低于45HRC的零件,就将产生刀痕。在粗加工中,用整体PCBN刀具切削加下的比较大切削深度,在4.76~6.4mm的范围内变化加工白铁和其它硬的高铬铁比较大切削深度约为4.76mm,加工非合金的纯铸铁比较大切削深度为6.4mm,精加工的切削速度范围从加工高铬铁的107~122m/min到加工灰铸铁的高达2134m/min内变化。一切用PCBN刀具的加工,都要求使用刚性非常好的工具、夹具、主轴和机床。恰当的PCBN刀具精加工切削速度随着工件材料、材料高度以及零件的尺寸和形状的不同而***变化。例如,你可以在加工洛氏硬度60~62HRC的硬化钢时,以0.51mm的切削深度达到183m/min的切削速度;进给量为0.05~O.1mm/r可以加工出较低的表面粗糙度;材料越硬要求的切削速度越高。但是,切削速度大于约198m/min时,将导致过度磨损。加工普通铸铁可以用非常高的切削速度。刀尖形PCBN刀具无论是用于粗加下还是精加工都是既经济又可靠的。但是在有此场合要求使用整体刀具和全断面形刀具。粗镗带有铸造毛刺的气缸衬里的中间部位,就是一个典型的例子。浦东新区刹车钳体加工刀具PCD,CBN多晶刀具联系方式PCD的性能取决于金刚石晶粒及钴的含量,刀具寿命为硬质合金(WC基体)刀具的10~500倍。
CBN含量低的材质等级和CBN含量高的相比更脆,但它们用于淬硬黑色金属加工更好。它们的更低的热导性和相对更高的承受高速切削和负前角所产生热量的抗压强度。切削区更高的温度软化工件材料和帮助断屑,而负前角强化刀具,使切削刃稳定,提高刀具寿命,并允许比0.25mm小的切深。因为CBN刀具能获得优于0.4µm的表面光洁度并保持同轴度±0.012mm,干车淬硬工件通常是一种有吸引力的替代肮脏的强化冷却的磨削加工方案。虽然CBN是一种硬车和高速铣特别喜欢的刀具材料,但陶瓷和CBN的应用范围有惊人的重叠,故而很必要用成本-效益分析来决定谁能得到比较好结果。
于CBN含量、粒度和结合剂的差异,因此CBN刀具也分出了许多不同的牌号,以此来针对不同的加工材质使用。在确定刀具之前,建议您选择合适的刀具牌号,这样才能满足材料和工件的加工要求。目前,CBN刀具在国内外的应用都很普及,特别适用于切削难加工材料行业,如汽车制造行业(发动机、曲轴、制动盘、制动鼓等)、矿山机械行业(轧臼壁、渣浆泵等)、轴承齿轮行业(轮毂轴承、回转支承、风电轴承、齿轮等)、轧辊行业(铸铁轧辊、高速钢轧辊等)等。金刚石刀具优异性能决定了它在机加工中的广泛应用。

PCD刀具材料的选择对刀具的寿命,加工效率,加工质量和加工成本产生了很大的影响,切割刀时应承受高压,高温,摩擦,冲击和振动等作用。因此,PCD刀具材料应具有以下基本性能:1、抗压强度和韧度。刀具材料应有着较高的抗压强度和韧度,以承载割切力,冲击力和振荡,并预防数控刀具韧性断裂和没有响应。2、耐高温性。刀具材料耐高温性,能够承载高割切环境温度,并有着的抗氧化能力。3、硬度和耐磨性。刀具材料的硬度标准一定要大于产品工件材质的硬度标准,一般来说标准在60hrc硬度以上的。刀具材料的硬度标准越高,抗磨性就好。伴随轻量化的快速发展,大量的铝合金材料被使用于汽车零件生产中,给切刀造成了艰巨考验。PCD材质有着非常高抗磨性,低动摩擦因数和高导热能力等性能,使PCD刀具有着的割切使用性能,非常高的工作效率和的产品制作加工品质,并使其变为铝合金型材加工零件的宜之选。并且,它为汽车业零配件的高效化,精度高,高表层品质和成本低标准出具了适宜保障。其工艺性能和经济效益。刀具材料应有着的铸造使用性能,热处理工艺使用性能和电焊使用性能;有磨砂制作加工使用性能等,并追寻性能高价比。PCD(聚晶金钢石)数控刀具是属于金刚石刀片的1种。CBN刀具可以实现精车代磨,使被加工工件获得较高加工精度和较好表面质量的同时也使生产效率提高。泰州PCD成型刀具PCD,CBN多晶刀具厂家
天然单晶金刚石刀具硬度高,耐磨性好,刀尖和刃口锋利,可实现超薄切削,加工表面粗糙度极低。青浦区PCD,CBN多晶刀具定制价格
由于CBN晶体与金刚石晶体都属闪锌矿型,且晶格常数相近,化学键类型相同,因而CBN具有接近金刚石的硬度和抗压强度,又因为其是由N、B原子所组成,因此具有比金刚石更高的热稳定性和化学惰性。PCBN刀具材料主要性能如下:常用PCBN材料刀具材质:镶尖式PCBN刀具结构,可进行高速精加工、可适用于断续加工淬火钢。~60-TiN-淬火钢~70-TiC-铸铁~70-Al2O3-铸铁~90-AlN-**度铸铁~80-Co-耐热合金钢铸铁具有很高的硬度和耐磨性CBN单晶的显微硬度为HV8000~9000,是已知的第二高硬度的物质,PCBN复合片的硬度一般为HV3000~5000。因此用于加工高硬度材料时具有比硬质合金及陶瓷更高的耐磨性,能减少大型零件加工中的尺寸偏差或尺寸分散性,尤其适用于自动化程度高的设备中,可以减少换刀调刀辅助时间,使其效能得到充分发挥。具有很高的热稳定性和高温硬度CBN的耐热性可达1400~1500℃,在800℃时的硬度为Al2O3/TiC陶瓷的常温硬度,因此,当切削温度较高时,会使被加工材料软化,与刀具间硬度差增大,有利于切削加工进行,而对刀具寿命影响不大。具有较高的化学稳定性CBN具有很高的抗氧化能力,在1000℃时也不产生氧化现象。
青浦区PCD,CBN多晶刀具定制价格
上海每卓实业有限公司成立于2015-08-12,同时启动了以AKIZ,森泰英格,恒峰,沃尔德为主的液压夹具,非标数控刀具,数控刀柄,齿轮刀具产业布局。业务涵盖了液压夹具,非标数控刀具,数控刀柄,齿轮刀具等诸多领域,尤其液压夹具,非标数控刀具,数控刀柄,齿轮刀具中具有强劲优势,完成了一大批具特色和时代特征的五金、工具项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。同时,企业针对用户,在液压夹具,非标数控刀具,数控刀柄,齿轮刀具等几大领域,提供更多、更丰富的五金、工具产品,进一步为全国更多单位和企业提供更具针对性的五金、工具服务。值得一提的是,每卓实业致力于为用户带去更为定向、专业的五金、工具一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘AKIZ,森泰英格,恒峰,沃尔德的应用潜能。
上一篇: 静安区刀片式弧齿刀齿轮刀具定制
下一篇: 镇江PCD组合镗刀PCD