崇明区合金插齿刀齿轮刀具销售
轮加工刀具介绍加工各种圆柱齿轮、锥齿轮和其他带齿工件(见齿轮)齿部的刀具。齿轮加工刀具按加工对象分为圆柱齿轮加工刀具和锥齿轮加工刀具两类。锥齿轮加工刀具按被加工齿轮的种类分为直齿锥齿轮刀具、弧齿锥齿轮刀具和延长外摆线锥齿轮刀具3类。圆柱齿轮加工刀具按加工原理又可分为成形齿轮刀具和展成齿轮刀具两种。成形齿轮刀具当前角为0°时,这类刀具的齿形与被切直齿齿轮端面内的槽形相同(见图)。成形齿轮刀具主要有4种。盘形齿轮铣刀:用于在单件、小批或修配生产中加工直齿或斜齿圆柱齿轮。指形齿轮铣刀:用于加工大模数的直齿、斜齿和人字齿轮。齿轮拉刀:常用于大量生产中加工内齿轮。插齿刀头:主要用于在大量生产条件下加工直齿外啮合圆柱齿轮。用盘形或指形齿轮铣刀加工斜齿齿轮时,齿轮截面内的形状和刀具齿形略有差异,其齿的任何一处的形状都不是由一个刀齿切成形的,它是由刀具的若干个刀齿切削并包络而成。展成齿轮刀具用展成齿轮刀具加工齿轮时,被加工齿轮与刀具按要求的传动速比各自转动,由各相邻的刀具齿形连续包络成齿轮的齿形。这类刀具常用的有齿轮滚刀、插齿刀、梳齿刀和剃齿刀等。 齿轮刀具和齿坯之间的相对位置,是刀具分度圆(分度线)与齿轮坯分度圆,相切的位置。崇明区合金插齿刀齿轮刀具销售
齿轮失效形式:齿面磨损对于开式齿轮传动或含有不清洁的润滑油的闭式齿轮传动,由于啮合齿面间的相对滑动,使一些较硬的磨粒进入了摩擦表面,从而使齿廓改变,侧隙加大,以至于齿轮过度减薄导致齿断。一般情况下,只有在润滑油中夹杂磨粒时,才会在运行中引起齿面磨粒磨损。齿面胶合对于高速重载的齿轮传动中,因齿面间的摩擦力较大,相对速度大,致使啮合区温度过高,一旦润滑条件不良,齿面间的油膜便会消失,使得两轮齿的金属表面直接接触,从而发生相互粘结。当两齿面继续相对运动时,较硬的齿面将较软的齿面上的部分材料沿滑动方向撕下而形成沟纹。疲劳点蚀相互啮合的两轮齿接触时,齿面间的作用力和反作用力使两工作表面上产生接触应力,由于啮合点的位置是变化的,且齿轮做的是周期性的运动,所以接触应力是按脉动循环变化的。齿面长时间在这种交变接触应力作用下,在齿面的刀痕处会出现小的裂纹,随着时间的推移,这种裂纹逐渐在表层横向扩展,裂纹形成环状后,使轮齿的表面产生微小面积的剥落而形成一些疲劳浅坑。轮齿折断在运行工程中承受载荷的齿轮,如同悬臂梁,其根部受到脉冲的周期性应力超过齿轮材料的疲劳极限时,会在根部产生裂纹,并逐步扩展。 徐汇区刀片式锥齿刀齿轮刀具销售在机械加工中,齿轮刀具是一种比较常见的工具设备,但同时也是生产加工齿轮的**刀具,且无可替代的。

偏铣时齿厚的纠正方法用上述方法对2~3个齿的两侧进行偏铣后,应对齿的大、小两端进行检测。若实际测得的数值与图样上标注的或计算所得的数值不符,则需对回转量和偏移量进行纠正,纠正的原则是:若小端尺寸已准确而大端还有余量,则应增加回转量(或偏转角)和偏移量,使差值增大,使小端不再被铣去。若大端尺寸已准确而小端的齿厚还有余量,则应减少回转量(或偏转角),使偏移量减少得多些。使小端也被铣去一些,而大端不再被铣去。若大端和小端的尺寸均还有余量,且余量相等,则只需减少偏移量,使大端和小端都被铣去一些。若小端尺寸已准确而大端尺寸太小,则应减少回转量(或偏转角),偏移量适当减少些,使小端不再被铣去,而大端比原来少切去些。若大端尺寸已准确而小端尺寸太小,则应增加回转量(或偏转角),偏移量增大得多一些,使小端比原来少铣去一些。若在铣中间槽时,小端的齿厚已太小,则需调换铣刀或制造铣刀来加工。
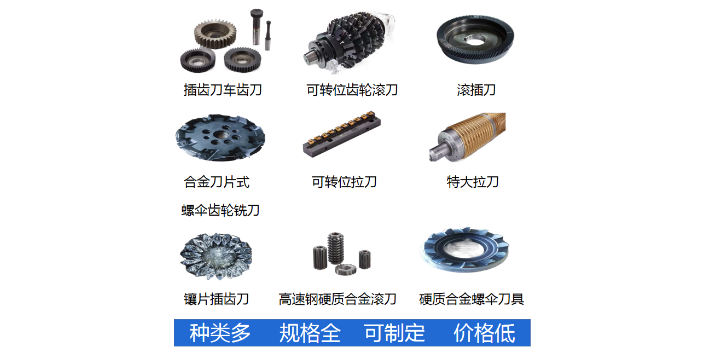
插齿刀一种齿轮形或齿条形齿轮加工刀具。插齿刀用于按展成法(见齿轮加工)加工内、外啮合的直齿和斜齿圆柱齿轮。插齿刀的特点是可以加工带台肩齿轮、多联齿轮和无空刀槽人字齿轮等。特形插齿刀还可加工各种其他廓形的工件,如凸轮和内花键等。分类插齿刀按外形分为盘形、碗形、筒形和锥柄。盘形插齿刀主要用于加工内、外啮合的直齿、斜齿和人字齿轮。碗形插齿刀主要加工带台肩的和多联的内、外啮合的直齿轮,它与盘形插齿刀的区别在于工作时夹紧用的螺母可容纳在插齿刀的刀体内,因而不妨碍加工。筒形插齿刀用于加工内齿轮和模数小的外齿轮,靠内孔的螺纹旋紧在插齿机的主轴上。锥柄插齿刀主要用于加工内啮合的直齿和斜齿齿轮。盘形齿轮铣刀是按成型法加工齿轮的齿轮刀具,铣刀轮廓应按被切齿槽的廓形决定。

高速/干切滚铣刀:高速干切,是未来金属切削技术(包括齿轮加工)必然的发展趋势。要点:(1) 汽车车型迅速开发迅速投产,对零部件的交货期提出的要求将是越来越高(2)高速切削固有的优势,反而能够更好的发挥刀具的性能(3)环保的压力在任何一个国家,都会越来越大,直接推动干切的应用(4) 配用自动上下料,可以进一步缩短总加工时间该滚铣刀的选材(甚至参与材料厂家的新产品开发),选涂层,工艺,结构参数设计,都和普通滚刀有区别。粗加工用指形齿轮铣刀 是以大量切除多余金属,提高生产效率为目的的指形齿轮铣刀。通常为直槽零前角结构。高速钢滚刀齿轮刀具品牌
指形齿轮铣刀用于加工大模数的直齿、斜齿和人字齿轮。崇明区合金插齿刀齿轮刀具销售
发展格局:博弈,特别值得注意的是,少数国家挑起的贸易保护主义,有可能引发全球范围内的贸易保护。经济全球化和贸易保护主义正处于博弈阶段,但总体趋势是经济全球化。同时,后金融危机时代,人民币面临着升值的巨大压力。这意味着进出口格局将产生新的变化,更多的国际产品将进入中国与国产品牌直接竞争。我国齿轮企业必须要在竞争中走向成熟。未来的竞争格局将是集团化趋势明显,行业集中度提高;国际大企业重心转移,纷纷加大对中国等新兴市场的投入,国内竞争国际化加剧;国外企业越来越重视中国元素,未来将专门研发针对中国市场的产品。技术变革应采取有效措施,用信息技术改造提升齿轮行业,改变我国齿轮产品档次低和经济效益不高的状况。如使用自动化、智能化设备,降低成本和能源消耗;推动计算机集成制造系统等在齿轮行业的应用,形成强大的先进装备制造体系等。大势所趋截止到2012年底,齿轮行业年销售收入约1600亿元,生产企业1000余家,规模以上企业约400余家,从业人员约30万人,是基础零部件行业规模比较大的分行业。经过20多年的不懈努力,我国已经成为齿轮强国。 崇明区合金插齿刀齿轮刀具销售
上海每卓实业有限公司成立于2015-08-12年,在此之前我们已在液压夹具,非标数控刀具,数控刀柄,齿轮刀具行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司业务不断丰富,主要经营的业务包括:{主营产品或行业}等多系列产品和服务。可以根据客户需求开发出多种不同功能的产品,深受客户的好评。公司与行业上下游之间建立了长久亲密的合作关系,确保液压夹具,非标数控刀具,数控刀柄,齿轮刀具在技术上与行业内保持同步。产品质量按照行业标准进行研发生产,绝不因价格而放弃质量和声誉。上海每卓实业有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到五金、工具行业内客户认可和支持,并赢得长期合作伙伴的信赖。
上一篇: 金山区整体滚刀齿轮刀具
下一篇: 虹口区整体合金螺伞刀具齿轮刀具