泰州齿轮刀具定制
加工各种圆柱齿轮、锥齿轮和其他带齿工件(见齿轮)齿部的刀具。齿轮加工刀具按加工对象分为圆柱齿轮加工刀具和锥齿轮加工刀具两类。锥齿轮加工刀具按被加工齿轮的种类分为直齿锥齿轮刀具、弧齿锥齿轮铣刀和延长外摆线锥齿轮刀具3类。圆柱齿轮加工刀具按加工原理又可分为成形齿轮刀具和展成齿轮刀具两种。成形齿轮刀具当前角为0°时,这类刀具的齿形与被切直齿齿轮端面内的槽形相同(见图)。成形齿轮刀具主要有4种。①盘形齿轮铣刀:用于在单件、小批或修配生产中加工直齿或斜齿圆柱齿轮。②指形齿轮铣刀:用于加工大模数的直齿、斜齿和人字齿轮。③齿轮拉刀:常用于大量生产中加工内齿轮。④插齿刀头:主要用于在大量生产条件下加工直齿外啮合圆柱齿轮。用盘形或指形齿轮铣刀加工斜齿齿轮时,齿轮法截面内的形状和刀具齿形略有差异,其齿的任何一处的形状都不是由一个刀齿切成形的,它是由刀具的若干个刀齿切削并包络而成。展成齿轮刀具用展成齿轮刀具加工齿轮时,被加工齿轮与刀具按要求的传动速比各自转动,由各相邻的刀具齿形连续包络成齿轮的齿形。这类刀具常用的有齿轮滚刀、插齿刀、梳齿刀和剃齿刀等。 齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的齿轮刀具。泰州齿轮刀具定制
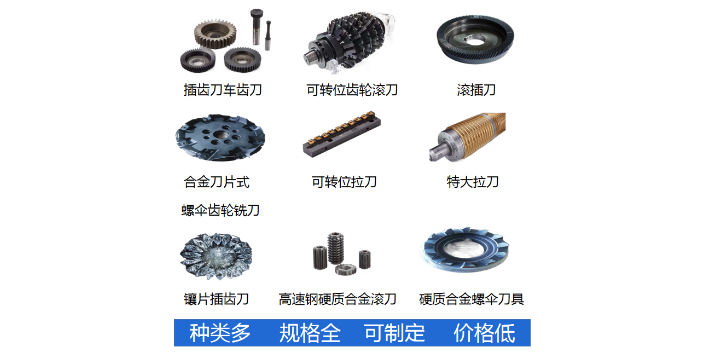
齿轮刀具
齿轮滑动率是两个齿轮啮合时两个啮合点之间的速度差。他的巨细影响的是齿轮的磨损和发热量。规划时咱们核算的是比较大滑动率,比较大滑动率出现在齿轮的齿顶与对应齿轮啮合的方位。齿数越少滑动率容易越大,咱们主张滑动率不要超越3,比较大也不要超越5。高速齿轮滑动率非常重要,线速度不高是还能再恰当放宽。侧隙,代号jn,齿轮啮合传动时,为了在啮合齿廓之间形成光滑油膜,防止因轮齿摩檫发热膨胀而卡死,齿廓之间有必要留有空隙,此空隙称为齿侧空隙,简称侧隙。可是,齿侧空隙的存在会发生齿间冲击,影响齿轮传动的平稳性。因此,这个空隙只能很小,一般由齿轮公役来确保。齿轮刀具和壳体精度越高的齿轮侧隙答应做的越小,不然一定要保存恰当的侧隙。所以在规划过程中咱们有个参数叫小侧隙,小侧隙是当一个齿轮的齿以比较大答应实效齿厚与一个也具有比较大答应实效齿厚的相配齿在紧的答应中心距相啮合时,在静态条件下答应侧隙。特别注意的是小侧隙是带公役核算的结果,不是按理论值核算的。在一般工程使用中**小侧隙的推荐值按下面的公式核算。顶隙,代号c,顶隙是一对齿轮啮合时,一个齿轮的齿顶与另一个齿轮的齿根之间的空隙。它主要由顶隙系数控制。规划时要注意。江西拉削刀具齿轮刀具定制展成法使用的是齿轮形和齿条形刀具,如插齿刀、齿轮滚刀、剃齿刀等。

展成齿轮刀具 用展成齿轮刀具加工齿轮时,被加工齿轮与刀具按要求的传动速比各自滚动,由各相邻的刀具齿形接连包络成齿轮的齿形。这类刀具常用的有齿轮滚刀、插齿刀、梳齿刀和剃齿刀等,用于加工各种内、外啮合的直齿和斜齿的渐开线齿轮、非渐开线齿形的圆弧齿轮和摆线齿轮等。展成齿轮刀具在加工渐开线齿轮时通用性较成形齿轮刀具好,例如可用同一刀具加工模数和压力角相同而齿数不同的渐开线齿轮,也可用规范的齿轮滚刀加工不同变位系数的变位齿轮。此外,展成齿轮刀具的加工精度和生产率也较高,因此在生产中应用很广。
一般用于硬齿面加工用的硬质合金插齿刀都呈顶刃负前角形式,使得两边切削刃取得相应的负刃倾角,插齿进程便具有斜角切削特性。经过增大负切深剖面前角的办法进步插齿刀刀尖与侧刃的抗崩刃能力以及耐磨性。而这一切削特性不只适合于硬齿面滚齿加工,在硬齿面插齿加工中同样适用。为了在坚持硬质合金插齿刀齿形精度的基础上进步其切削性能,顶刃前角一般选用-5°为宜。[1] 硬质合金插齿刀的齿旁边面为渐开螺旋面,而这个螺旋面*在其截断面中才会有渐开线齿形。然而当硬质合金插齿刀作出前角与后角后,切削刃就偏离了截断面,其形状与理论渐开线是存在一定误差的,并且这一误差难以直接丈量。因此这也就难以在磨齿进程中对切削刃的形状进行进一步批改,而需要对硬质合金插齿刀的齿形角进行批改。剃齿刀安装在剃齿机床的主轴上作旋转运动。
由于干式切削在加工进程中不使用切削液,切削进程短少切削液的光滑、冷却、排屑等效果,所以干式切削也可能会形成在加工瞬间产生大量热量(如图2),有可能使刀具磨损加速,使用寿命缩短。因而,干式高速切削对刀具的综合性能提出了更高的要求,其应具有更的强度、冲击韧性、红硬性和耐磨性。未来可应用于干式高速切削的刀具主要有:立方氮化硼刀具(CBN)、聚晶立方氮化硼刀具(PCBN)、聚晶金刚石刀具(PCD)、超细晶粒硬质合金刀具、陶瓷刀具(Al2O3、Si3N4)、金属陶瓷刀具(Cermets)等。齿轮滚刀是加工外部啮合的正齿轮和斜齿轮的常用齿轮刀具。无锡拉削刀具齿轮刀具供应商
业界有一句话说得非常正确:做齿轮刀具的,必须要比做齿轮的和做齿轮机床的都更懂齿轮。泰州齿轮刀具定制
常用的加工外啮合直齿和斜齿圆柱齿轮的刀具。加工时﹐滚刀相当于一个螺旋角很大的螺旋齿轮﹐其齿数即为滚刀的头数﹐工件相当于另一个螺旋齿轮﹐彼此按照一对螺旋齿轮作空间啮合﹐以固定的速比旋转﹐由依次切削的各相邻位置的刀齿齿形包络成齿轮的齿形。常用的滚刀大多是单头(见螺纹)的﹐在大量生产中﹐为了提高效率也常采用多头滚刀。刀转一转﹐齿轮绕本身轴线转过一个齿﹔多头滚刀转一转﹐齿轮转过的齿数与滚刀头数相等。蜗轮滚刀的滚刀在螺旋升角小于5°时﹐常制成直容屑槽﹐便于制造和刃磨﹔螺旋升角大的滚刀常制成螺旋容屑槽﹐以免刀齿的一侧刃以大负前角(见刀具)切削的不利情况。用高速钢制造的中小模数齿轮滚刀一般采用整体结构。模数在10毫米以上的滚刀﹐为了节约高速钢﹑避免锻造困难和改善金相组织﹐常采用镶片结构(图1齿轮滚刀)。镶片滚刀的结构形式很多﹐常用的为镶齿条结构﹐即刀齿部分用高速钢制成齿条状﹐热处理后紧固在刀体上。用硬质合金制造滚刀﹐可以显著提高切削速度和切齿效率。整体硬质合金滚刀已在钟表和仪器制造工业中用于加工各种小模数齿轮。泰州齿轮刀具定制
上海每卓实业有限公司位于肖湾路511号2幢3层,交通便利,环境优美,是一家贸易型企业。是一家私营股份有限公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司始终坚持客户需求优先的原则,致力于提供高质量的液压夹具,非标数控刀具,数控刀柄,齿轮刀具。每卓实业顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的液压夹具,非标数控刀具,数控刀柄,齿轮刀具。