重庆非标铣削刀具非标刀具定制
数控刀具在高性能、高精度的数控机床上应用,为取得稳定和良好的加工效率,一般对数控刀具从设计、制造和使用都提出了比普通刀具更高的要求。数控刀具和普通刀具的主要区别在以下几个方面。(1)高精度的制造质量为稳定加工出高精度的零件表面,因而对刀具(包括刀具零件)制造在精度、表面粗糙度、形位公差等方面提出了比普通刀具更严格的要求,特别是可转位刀具,为确保刀片刀尖(切削刃)在转位后尺寸的重复精度,刀体刀槽和定位零件等关键部位的尺寸和精度、表面粗糙度须严格给予保证,同时为便于刀具在对刀仪的对刀和尺寸测量,基面加工精度也应保证。(2)刀具结构的优化先进的刀具结构能**提高切削效率,如高速钢数控铣削刀具在结构上已较多采用波形刃和大螺旋角结构,硬质合金可转位刀具则采用了内冷却、刀片立装式、模块可换和可调式结构,而如内冷却结构,则是一般普通机床无法应用的。(3)刀具***材料的广泛应用为延长刀具使用寿命,提高刀具强度,很多数控刀具的刀体材料都采用了**度合金钢,并进行热处理(如氮化等表面处理),使其能适用于大切削用量,且刀具寿命也得以显着提高(普通刀具一般采用的是经过调质处理的中碳钢)。在刀具刃部材料上。同一批非标刀具在切削功能和刀具寿数方面一定要安稳,以便完成按非标刀具使用寿数换刀开展办理。重庆非标铣削刀具非标刀具定制

液压刀柄是利用两个气胀轴的同心圆筒,封住两端组成一个圆筒形的空腔,用液压油把圆筒的其中一个给充溢,并且对油液进行施加必定的压力,这个压力就会用持平的数值传到油腔的每一个部位。这两个同心的圆筒的外筒壁较薄,遭到压力后,就会向外膨胀,根据这个变形的薄壁,就可以完成对内孔的胀紧夹持和对外径的胀紧夹持。这个时候的薄壁其实是每一处都均匀着承受着油压,因此对零件的内孔和外径进行涨紧后,它的夹持精度就会非常高。江西非标燕尾槽铣刀非标刀具厂家非标刀具就是在机械加工中遇到的一些特殊的加工形状或者孔和倒角,标准刀具不能完成而定制的刀具。

成型刀具又称成形车刀,是加工回转体成形表面的**工具,刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。成型刀具和普通刀具区别在于:1、操作难易程度不同,用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。普通刀具在切削加工中可能需要多次进给,且对工作操作水平有更高要求。2、制造成本不同,成形车刀的可重磨次数多,使用寿命长,但是成形车刀的刀刃形状、刀具的设计和制造较复杂,故成本比普通车刀要高。3、适用性不同,成型刀是非标**刀具,只能加工一种形状,不能通用。故通常用在小型零件的大批量生产中。而普通车刀可以应用于各类形状的加工方面,应用范围更广。
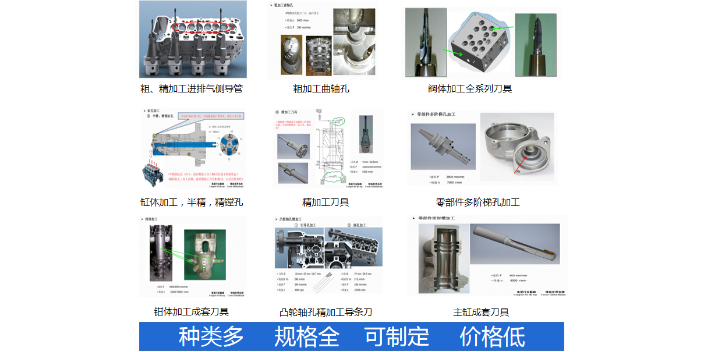
机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,因此,非标刀具的制作对机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中非标刀具的制作稍作介绍。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等非常容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计,可分为不需要专门订制和需要专门订制两大类。不需要专门订制的刀具主要是解决两个问题,如尺寸问题和表面粗糙度问题。汽车零部件非标刀具转向节主孔加工组合刀具。提高加工效率。
使用钻头需要注意:1.钻头应装在特制的包装盒里,避免振动相互碰撞。2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些数控钻床使用定位环某些数控钻床则不使用定位环,PCBAOEM代工代料如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。6。要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。切削功能好。能选用打的背吃刀量和高进给量,非标刀具应具有可以承受高速切削和强力切削的功能。上海欧美非标刀具设计
非标刀具非标组合镗刀,一次可完成多个孔的粗精加工,以及倒角等。重庆非标铣削刀具非标刀具定制
我国的五金行业已经逐渐的发展成为世界的五金加工和出口大国,成为了世界五金生产大国之一。其中,我国的五金行业里有至少有70%为私营股份有限公司企业,拥有广阔的市场和消费潜力,为中国五金行业发展的主力军。近几年随着全球经济一体化进程的加快,中国液压夹具,非标数控刀具,数控刀柄,齿轮刀具加工工业逐步成为世界五金工具产业的主力军。无论在全球工具市场,还是在中国工具市场,液压夹具,非标数控刀具,数控刀柄,齿轮刀具的应用之广、需求量之大超乎想象。目前改变五金工具私营股份有限公司企业“单打独斗”的现象,走联合、合作品牌之路。现在我国的工业发展日新月异,五金工具要跟上我国的产业发展,才能满足各行各业日新月异的发展需求。受益于国际产业转移、中国制造与科技水平的不断提高,我国建筑五金、工具行业形成了较完备的生产、流通与研发体系,造就了以珠三角、长三角、河北、河南、福建、山东等地为象征的建筑五金、工具产业集群,各地区建筑五金产业链形成了良好的协同效应。其对外贸易额飞速增长。重庆非标铣削刀具非标刀具定制
上海每卓实业有限公司是我国液压夹具,非标数控刀具,数控刀柄,齿轮刀具专业化较早的私营股份有限公司之一,每卓实业是我国五金、工具技术的研究和标准制定的重要参与者和贡献者。公司主要提供上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。等领域内的业务,产品满意,服务可高,能够满足多方位人群或公司的需要。将凭借高精尖的系列产品与解决方案,加速推进全国五金、工具产品竞争力的发展。
上一篇: 河北液压螺母非标刀具
下一篇: 福建M42滚刀齿轮刀具