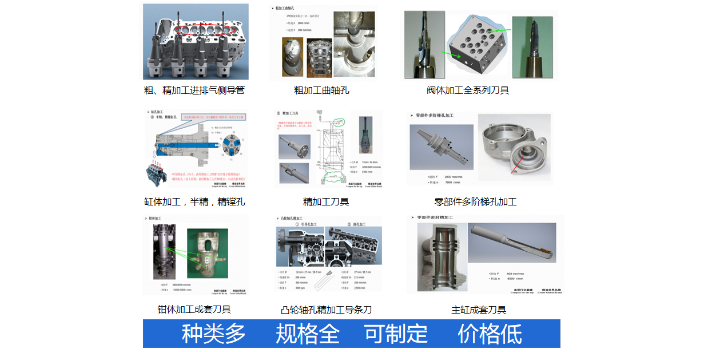
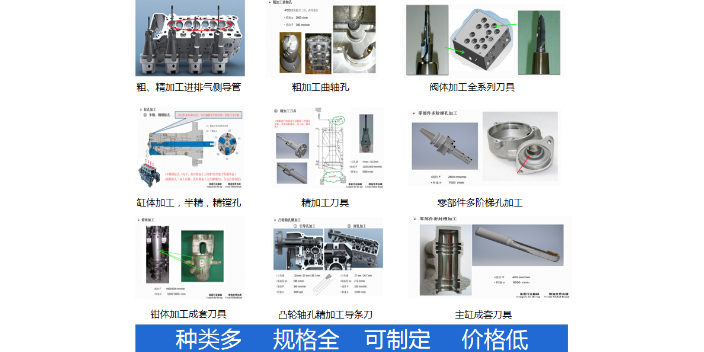
转向器壳体刀具非标刀具
随着世界工业的发展,非标刀具的应用日益***。虽然在全球的金属切削刀具家族里,标准刀具的数量无疑占有***的优势,但是随着机加工行业被号称为“提效率,降成本”的指挥棒敲脑袋以来,非标刀具的地位已被大幅提高。刀具行业转变经济发展方式的着力点应放在向制造业**市场进军,淘汰高耗低效标准刀具的过剩产能,大力发展制造业急需的现代高效非标刀具,以**少的资源消耗,为社会提供比较大的生产力。刀具刀片创新发展的这个过程就是非标刀具和非标刀片的发展过程。在这个发展过程中,从无到有发展生产新产品,切削数量不断增加,切削精度不断提高,产品零件的形状规格设计日益复杂。这些就需要有新的刀具去适应,刀具供应商就需要为客户提供更有针对性的个性刀具服务。这些适应新产品的刀具不一定是在标准系列里,需要通过刀具的一系列创新技术手段的使用,提高金属去除率、延长刀具寿命、减少停机次数、改善刀具拆装的便捷性、提高运行性能等等,缩短加工时间,降低加工成本。标准件一般是固定的尺寸大小。非标件则是,需要针对不同位置的零件,设计不同的大小类型。转向器壳体刀具非标刀具

重视非标数控刀具每个细节前进数控刀具精度怎样前进数控刀具精度,细节抉择胜败。需求重视刀具制造的每一个细节,也在刀具制造质量的胜败上起抉择性作用。没有多少用户会不在乎加工刀具的质量。从数控刀具原材料的挑选、预处理以及刀具主要参数的刃磨、热处理与刃口钝化等刃形细节、刀具涂层的挑选、刀具涂前及涂后的处理、怎样检测和包装运送等等,都需求注重到每个细节。细长杆刀具精度的前进,历来是刀具制造中的难点,其主要原因是因为该类刀具的有用部分比较长、制造时刀具刃口离夹持部分比较远。因为刃口离夹持部分太长,加上刀具夹持夹头有必定的夹持精度在开端磨削之前,刀具刃口处的径向圆跳动就有可能已达到0.005mm~0.0mm选用磨削工艺,磨削力较大,使刀具的弹性变形大,加工进程中会发生许多问题,如刀具槽形不对称,刀具外圆尺度、刃部参数、形状过失不符合要求,严峻时乃至导致刀具被折断。机床精度对刀具精度的影响制造任何刀具时,机床的精度都是抉择刀具精度的关键,细长杆状类刀具也不例外。上海每卓实业有限公司,致力于精细刀具订制;公司业务***,同时经营液压夹具、非标刀具、齿轮刀具等多业务;并在业内受拥***好评!泰州微调精镗刀非标刀具厂家汽车零部件非标刀具发动机缸盖气门座铰刀。
磨床砂轮杆是磨床的重要部件之一,它在磨削加工中发挥了关键的作用。本文将详细介绍磨床砂轮杆的相关知识,包括定义、主要功能、分类、制造材料、选用要点等方面的内容。1.砂轮杆的定义:磨床砂轮杆,又称砂轮支撑杆,是磨床上用来支撑磨削砂轮的杆状零件。它通过与磨床主轴的连接,将磨削砂轮固定在磨床上,以完成磨削加工过程。2.砂轮杆的主要功能:砂轮杆主要起到固定和支撑磨削砂轮的作用,确保砂轮在磨削过程中的稳定性和精度。同时,它还能够承受磨削过程中的剧烈冲击和载荷,保证砂轮杆的强度和刚性,提高磨削加工的效率和质量。3.砂轮杆的分类:根据砂轮杆的结构和用途不同,可以将砂轮杆分为普通砂轮杆、伸缩式砂轮杆和**砂轮杆等几类。
机械加工进程中经常会遇到一些难以用规范刀具进行加工的状况,因而,非标刀具的制刁难机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中非标刀具的制作稍作介绍。因为规范刀具的制作针对的是面广量大的一般金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等十分容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等状况时,规范刀具就无法满意加工的需求。所以在加工进程中,需对刀具的质料、刀口的几何形状,几何角度等,进行针对性的规划,可分为不需求专门订制和需求专门订制两大类。不需求专门订制的刀具主要是处理两个问题,如尺度问题和表面粗糙度问题。在生产有些特殊零件时,刀具不能满足产品需要。需定做安装方式、几何尺寸等不同于通用刀具的即为非标刀具。
液压刀柄高精度,端面跳动精度小。在整个的夹持范围内,涨套可以安稳的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;适合高速加工,CNC加工中心、铣床**。液压刀柄的特征:1、端面跳动范围小,精度高;在整个的夹持范围内,涨套可以安稳的保持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩。2、在整个的夹持范围内,涨套可以稳定的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;3、选用液压原理耐磨强度功用更高,具有很好的工况习气性,操作简便活络,加工功率高。不需贵重凌乱的周边设备,降低了设备本钱的费用。液压刀柄由于特别的夹持方式系统,使之可以360度的均匀夹紧刀具,得以完结高精度,高刚性的超卓功用,可以供应更大的夹持扭矩,行进加工功率。加工活络干与小加工干与小,能很好的习气加工环境,行进加工功率,更多的改变活络性。装卸便捷拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制胀大套,胀大壁再将刀具夹紧。操作非常简练。非标台阶钻,一个或者几个台阶一次性完成钻头,扩宽,倒角等。上海发动机缸体刀具非标刀具供应商
上海每卓实业有限公司专业提供非标刀具。转向器壳体刀具非标刀具
关于刀具修磨1.刀具材料刀具修磨中常用的刀具材料有:高速钢、粉末冶金高速钢、硬质合金和PCD、CBN、金属陶瓷等超硬材料。高速钢刀具锋利,韧性好,而硬质合金刀具硬度高,韧性差。这两种材料是钻头、铰刀、铣刀和丝锥的主要材料。粉末冶金高速钢的性能介于上述两种材料之间,主要用于制造粗铣刀和丝锥。普通硬质合金立铣刀由于高速钢刀具的精度大多比较低,修磨要求不高,价格也不高,所以,很多厂家定建立自己的工具车间来研磨它们;然而,硬质合金刀具往往需要送到专业的修磨中心进行修磨。据国内一些刀具修磨中心统计,送修刀具80%以上为硬质合金刀具。2.工具磨床现有工具材料的硬度在60HRC以上,一般只能通过修磨来改变其形状。工具制造和修磨中常用的工具磨床包括以下几种:槽磨床:修磨钻头和立铣刀等工具的槽或背面。顶角磨床:修磨钻头的锥形顶角(或偏心后角)。凿边修边机:矫正钻头的凿边。手动工具磨床:修磨外圆、槽、背、顶角、横刃、平面、前刀面等,常用于少量复杂形状的刀具。小刀磨床数控磨床:一般五轴联动,功能由软件决定。一般用于量大、精度高、但不复杂的磨具,如钻头、立铣刀、铰刀等3.砂轮磨粒不同材质的工具需要使用不同材质的砂轮磨粒。转向器壳体刀具非标刀具
上一篇: 泰州非标钻锪刀非标刀具
下一篇: 安徽转向节刀具非标刀具