镇江成型组合铣刀非标刀具厂家
机械加工中所需求的各类刀具都有相关的型号、规范,确定了刀具的安装方法、几许尺度、刀具视点等。但在生产有些特别零件时,机械加工进程中经常会遇到一些难以用规范刀具进行加工的情况,通用的刀具不能满意产品的需求。需定做安装方法、几许尺度、刀具视点等不同于通用刀具的即为非标刀具,非标刀具是根据零件的加工特性,特别规划制造的刀具,能提高生产功率,归纳降低成本。因此,非标刀具的制刁难机械切削加工十分重要。由于规范刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到一些工件的表面几许形状复杂特别、工件进行过热处理而硬度增大、工件为不锈钢等容易粘刀、被加工表面有较高的粗糙度要求等情况时,规范刀具就无法满意加工的需求。所以在加工进程中,需对刀具的材质、刀口的几许形状,几许视点等,进行针对性的规划。非标刀具可分为不需求专门订制和需求专门订制两大类。非标刀具的对机械切削加工十分重要。镇江成型组合铣刀非标刀具厂家

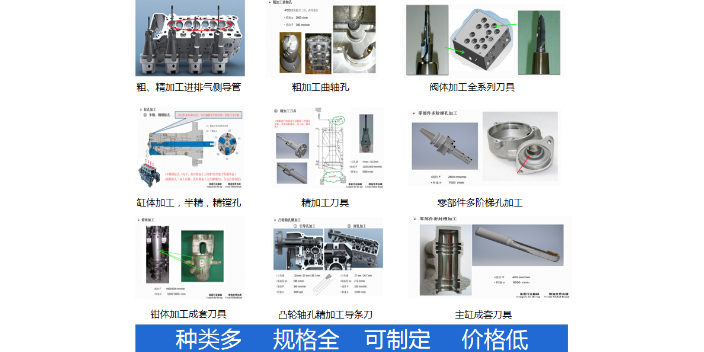
机械加工中所需要的各类刀具都有相关的型号、规格,确定了刀具的安装方式、几何尺寸、刀具角度等。但在生产有些特殊零件时,机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,通用的刀具不能满足产品的需要。需定做安装方式、几何尺寸、刀具角度等不同于通用刀具的即为非标刀具,非标刀具是根据零件的加工特性,特别设计制造的刀具,能提高生产效率,综合降低成本。2因此,非标刀具的制作对机械切削加工十分重要。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到一些工件的表面几何形状复杂特殊、工件进行过热处理而硬度增大、工件为不锈钢等容易粘刀、被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计。3非标刀具可分为不需要专门订制和需要专门订制两大类。不需要专门订制的刀具主要是解决两个问题,如尺寸问题和表面粗糙度问题。如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度。北京插齿刀非标刀具汽车零部件非标刀具发动机缸盖导条式镗铰刀。

为什么要强调分离的非标生产制造部?因为多数非标刀具生产厂家还生产标准刀具,混线生产的好处是很大程度的提高设备使用率,忙时生产标准刀具,闲时加工非标刀具,生产安排妥协的后果就是非标刀具的交付时间较延长。因此,只有分离的非标生产制造部才能实现非标刀具超快捷。非标刀具只是相对市场上的标准刀具而言,对于刀具供应商来说,只有实现非标刀具的标准化生产流程,才能充分保证非标刀具质量的持续性和稳定性。毕竟,在刀具用户的眼中,刀具质量和稳定性和交货期同样重要。
内冷钻是一种孔加工工具,特点是从柄部到切削刃有2个按麻花钻导程旋转的螺旋孔,在切削加工中通过压缩空气、油或切削液穿过,起到冷却刀具的作用,能冲走切屑,降低刀具的切削温度,增加刀具的使用寿命。另外,加上合金内冷钻头表面TIALN涂层,增加合金的耐用度和加工尺寸的稳定,因此该合金比普通硬质合金钻头更具有优良的切削加工性能,适合用于深孔加工以及难加工材料。内冷钻的用途及特点:1.内冷钻能适合较复杂材质的钻孔,通常选择较高的切削速度。2.精选合金钻的高性能合金刀片,可减少崩刀,保持良好的耐磨性。3.内冷钻具有多层几何切削端刃,提高排泄性能,且保持较小的切削阻力。4.内冷钻除常用的直角柄外,它有多种柄型,适合多种钻机,钻床配用。对于内冷钻介绍到这里,要想了解更多的,记得关注我们的官网。在选择非标刀具时,需要根据加工需求选择合适的切削速度。
机械加工进程中经常会遇到一些难以用规范刀具进行加工的状况,因而,非标刀具的制刁难机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中非标刀具的制作稍作介绍。因为规范刀具的制作针对的是面广量大的一般金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等十分容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等状况时,规范刀具就无法满意加工的需求。所以在加工进程中,需对刀具的质料、刀口的几何形状,几何角度等,进行针对性的规划,可分为不需求专门订制和需求专门订制两大类。不需求专门订制的刀具主要是处理两个问题,如尺度问题和表面粗糙度问题。汽车零部件发动机缸体非标刀具拉铣刀。提高加工效率。湖北非标钻削刀具非标刀具供应商
标准件一般是固定的尺寸大小。非标件则是,需要针对不同位置的零件,设计不同的大小类型。镇江成型组合铣刀非标刀具厂家
刀具分右手刀及左手刀,因此选择正确的刀具非常重要。通常,右手刀具适合于逆时针旋转(CCW)的机床(沿主轴方向看);左手刀具适合于顺时针旋转(CW)的机床。如果你有几台车床,一些夹持左手刀具,其他的左右手兼容,那么请选择左手刀具。而对于铣削而言,人们通常倾向于选择通用性更强的刀具。但是尽管此类刀具涵盖的加工范围更大,也令你即刻损失了刀具的刚性,增大了刀具挠曲变形,降低了切削参数,同时更容易引起加工振动。另外,机床更换刀具的机械手对刀具的尺寸及重量也有所限制。若你购买的是主轴带内冷却通孔的机床,也请选择带内冷却通孔的刀具。镇江成型组合铣刀非标刀具厂家
上一篇: 浙江液压夹具厂家供应
下一篇: 南京发动机缸体刀具非标刀具供应商