甘肃圆柱形电池包电池壳工艺精湛
TPUhasbeenwidelyusedinmedicalhealth,electronicappliances,(ThermoplasticElastomer)是一种具有橡胶的高弹性,度,高回弹性,又具有可注塑加工的特征的材料。具有环保,应用范围广,有优良的着色性,触感,耐候性,***性和耐温性,加工性能优越,无须硫化,可以循环使用成本,既可以二次注塑成型,与PP、PE、PC‖、PS、ABS等基体材料粘合,也可以单独成型。PCEXL9414T『零件矿灯电池壳』柔韧性、PPFH44N、PPSS13G40、PPT30S、POMLW90-SC、PA6PF002、PA673***0HSL、LDPE2000、PPP208、PCEXL9112、TPVW600B、PA6、LDPENA340141、PBTB1505、PBTB4450G5、PPCB5230、HDPEE4012、TPETC0TPZ、LLDPEPE25525‖。、PCFL903、PBTVB-3100G、K(Q)胶L476、PA6PX11313、TPE8211-55B100、PA66CDV808、PEEK2288HFTPEthermoplasticelastomerTPE(ThermoplasticElastomer)isamaterialwithhighelastic,highstrength,。与之相对应的热塑性静态硫化橡胶,就是指橡胶按先硫化好,然后通过磨粉设备把硫化好的橡胶磨成粉,*后与熔融的热塑性塑料共混,理论上这种也能制得性能优良的TPV,但到目前为止,只是处于实验室阶段。从设计、仿真、打样到量产,正和铝业给您提供比较好的蛇形弯管托盘落地方案!甘肃圆柱形电池包电池壳工艺精湛
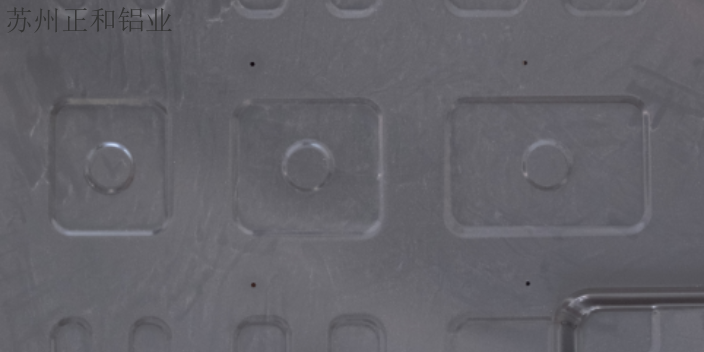
后安装梁通过搅拌摩擦焊的方式焊接在边框组件内侧,能够降低边框后侧的焊缝气密失效风险。进一步的,所述副流道为沿左右方向延伸的直流道,同一底板中的副流道在前后方向并列布置。通过多条并列布置的副流道进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。进一步的,边框组件上与安装梁流道开口相对的部分设置开口朝向下方的u型槽,u型槽内设置有与安装梁流道连通的水嘴,边框组件在u型槽内焊接有形状与u型槽吻合的u型堵板对边框组件进行密封。通过u型堵板对边框组件进行密封,能够防止车辆涉水时,外界水气进入边框组件内部,对边框组件进行锈蚀。并且设置u型堵板还能够增加边框组件在该出的结构强度。进一步的,所述左边框和右边框上设置有安装脚,安装脚与左边框、右边框一体设置。进一步的,所述安装脚侧面设置有吊装螺母。便于对电池箱进行运输。进一步的,所述边框组件在与底板连接的连接处设置有定位台阶,底板通过定位台阶确定与边框组件在高度方向以及左右方向的位置。边框组件在与底板的连接处设置定位台阶,方便底板的安装和定位。进一步的,所述边框组件顶部设置有环绕边框组件的环形凸起。江西圆柱形电池包电池壳批量定制正和铝业电池托盘,柱形电芯侧面换热的比较好解决方案!
电气、液压系统不应出现失控及其他异常现象。按故障原因和影响托盘车正常工作的严重性及故障的关联性,将托盘车故障分为四级,即致命故障、重大故障、一般故障、轻微故障。它们之间的当量关系是:一次致命故障相当于10次一般故障;一次重大故障相当于5次一般故障;一次轻微故障相当于。故障判断原则见表5。可靠性指标计算如下:a)有效度按式(6)进行计算:可靠性试验后对以下性能参数进行复测:a)满载**大起升速度;b)满载**大运行速度;c)满载**大爬坡速度;d)满载坡道停车制动;e)货叉自然下滑量。可靠性试验后,以下系统、部件应进行宏观解体检查:a)电动机;b)底盘体;c)电气系统;d)其他。6检验规则出厂检验包括逐台检验和抽样检验。产品经检验合格后才能出厂。在下列情况之一时,应进行型式试验:a)新产品或老产品转厂生产的试制定型鉴定;b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c)停产一年后,恢复生产时;d)出厂检验结果与型式检验有较大差异时;e)国家质量监督机构提出进行型式检验的要求时。。若有不合格项即为型式试验不合格。托盘车出厂检验和型式试验的检验项目按表6。
***梁41上设有多个定位孔。螺栓与不同定位孔配合时可以将第二梁42固定至***梁41的不同位置。限位组件40还包括:用于增加强度的加强梁43。加强梁43的两端分别连接两个第二梁42。作为一种具体的实施方式,两个***梁41设置于电池200的左右两端。两个第二梁42设置于电池200的前后两端。加强梁43设置于电池200的顶部并连接两个第二梁42。可以根据需要设置一个或若干个加强梁。作为一种可选的实施方式,两个***梁设置于电池的前后两端。两个第二梁设置于电池的左右两端。电池架10设有用于限定电池200的底部相对于电池托盘11的位置的限位挡筋。限位挡筋设置于电池托盘11的左端、右端和后端。电池托盘11的前端不设置限位挡筋有助于从前端放置或取出电池200。脚垫20包括:定位立杆21。定位立杆21插入至位于**下方的电池架10的立管12中。插入至**下方的电池架10的立管12中的承重立柱30与定位立杆21相接触。定位立杆21的上端至立管12中,定位立杆21的下端设有底托。脚垫20上安装有支撑轮50。支撑轮50安装至脚垫20的底部。具体而言,支撑轮50安装至底托。具体而言,每个脚垫20分别安装一个支撑轮50。支撑轮50的数目为4。具体而言,两个支撑轮50为定向轮,另外两个支撑轮50为万向轮。电池壳多样化定制,正和铝业为您提供一条龙服务!

其包含如下步骤:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。推荐地,双螺杆挤出机熔融段温度为280~330℃。本发明还提供了一种上述聚苯醚组合物在制备新能源汽车电池防护壳中的应用。有益效果:本发明提供了一种全新的聚苯醚组合物;该发明将石墨烯微片、碳化硅以及氮化硼三种成分作为混合导填料用于聚苯醚树脂、聚酰胺树脂以及聚苯硫醚树脂中,可以形成强大的导热网络,发挥协同的导热作用;所制备得到的聚苯醚组合物的导热性能可以得到大幅的提高。该聚苯醚组合物可以用于制备新能源汽车电池防护壳,有效的将电池所产生的热量传递出去,从而提高电池的寿命。具体实施方式以下结合具体实施例来进一步解释本发明,但并不能将实施例理解为对本发明的具体限制。以下实施例中所有的原料都是常规原料,本领域技术人员都可以通过市购途径获得。如以下实施例中的聚苯醚树脂购自日本旭化成公司,牌号为540;聚酰胺树脂为尼龙6,购自日本宇部,牌号为1013b;聚苯硫醚树脂购自日本东丽公司,牌号为a504x90;石墨烯微片购自厦门凯纳石墨烯技术股份有限公司,型号为kng-mu。28.正和铝业有温度场仿真(冷板、电芯热量模拟)和流体仿真能力!甘肃圆柱形电池包电池壳工艺精湛
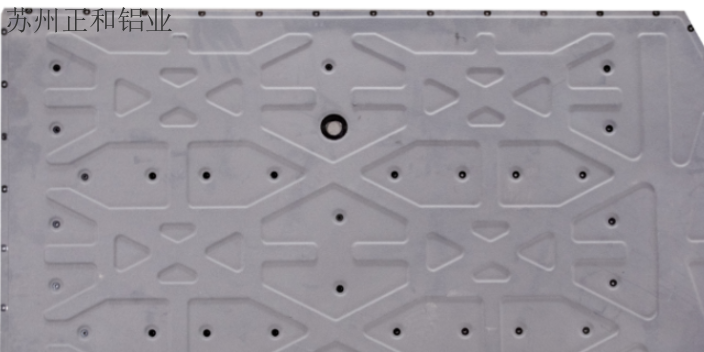
正和铝业主要做动力电池包、储能电池换热部件、高热流密度换热部件和新型液冷换热部件,动力电池液冷总成!甘肃圆柱形电池包电池壳工艺精湛
才能进一步大幅提升聚苯醚组合物的导热率;十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯对复合导热填料在聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂中发挥了协同分散作用。对比例1聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由石墨烯微片、碳化硅按重量比1:7组成;所述的分散剂由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比1:2:3组成。制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。对比例2聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由碳化硅以及氮化硼按重量比7:2组成;所述的分散剂由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比1:2:3组成。甘肃圆柱形电池包电池壳工艺精湛
苏州正和铝业有限公司依托可靠的品质,旗下品牌苏州正和铝业有限公司以高质量的服务获得广大受众的青睐。业务涵盖了动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件等诸多领域,尤其动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件中具有强劲优势,完成了一大批具特色和时代特征的汽摩及配件项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。我们强化内部资源整合与业务协同,致力于动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件等实现一体化,建立了成熟的动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件运营及风险管理体系,累积了丰富的汽摩及配件行业管理经验,拥有一大批专业人才。公司坐落于苏州市吴中区木渎镇金枫路216号东创科技园D幢705室,业务覆盖于全国多个省市和地区。持续多年业务创收,进一步为当地经济、社会协调发展做出了贡献。
上一篇: 河南摩擦搅拌焊微通道扁管规格齐全
下一篇: 云南挤出微通道扁管价格合理