浙江托盘工厂
产品从200Ah-3000Ah共14个规格。蓄电池为单体结构,每只单体额定电压为2V。产品已经取得**信息产业部电信设备进网许可证,**广播电影电视总局、广播电视入网设备器材认定证书,是**电力公司水电水力规划设计总院、**电力公司成套设备部主要机电设备推荐产品。火炬电瓶产品用途电信、移动、网络、铁道、机场等各种通信、信号系统备用电源。电力系统、核电站备用电源。太阳能、风能发电储能。UPS、医疗设备、应急照明等备用电源。火炬叉车电瓶产品特点1、板栅合金:采用低锑多元合金,自放电小,失水少,达到少维护状态。2、电池极板:正极板采用管式结构,活性物质不容易脱落,电池寿命长,性能可靠。负极板采用涂膏式结构。3、隔板:隔板采用微孔橡胶隔板和穿孔塑料隔板两种,有效避免了短路现象的发生。4、电池槽、盖:电池槽采用透明AS树脂,可观察电池内部情况,电池槽结构科学合理,底部鞍桥可有效避免活想物质脱落作成的短路问题,电池盖采用阻燃ABS树脂,电池槽盖整体占地面积小,美观耐用。5、密封结构:槽、盖密封采用胶粘密封,极柱部位采用机械密封和胶粘双重密封结构,确保无漏液。6、防酸雾帽:电池配有特制的防酸雾帽,注液管一直伸入液面下部,采用液封原理。设计仿真、部件打样、总成交付,正和铝业蛇形弯管,配套您所有的需求!浙江托盘工厂

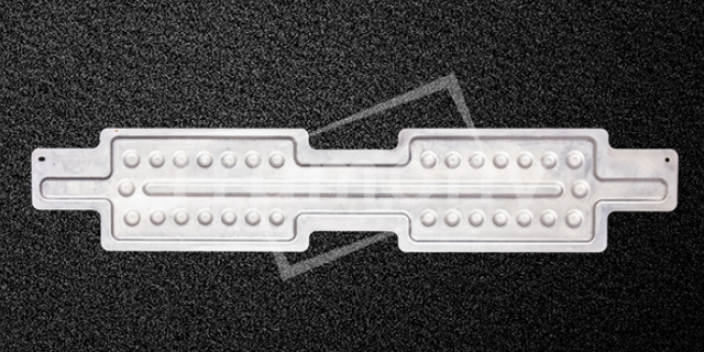
两边框在电池托盘的宽度方向上对扣连接,共同构成边框组件1。以左边框11为例,本实施例中用于制作左边框11的型材的截面如图3所示,该型材包括位于中部的主体部分,主体部分的内侧设置两个形成主流道19的主流道侧壁14,主流道侧壁14向内侧水平延伸。在通过机加工裁去边框型材两端的主流道侧壁14后。主流道侧壁14之间形成位于电池托盘长边的中部位置的主流道19,其中一个为进液主流道,另一个为出液主流道,两主流道侧壁14端部之间形成朝向内侧的流通口,并且两主流道侧壁14在流通口处设置有用于与底板3插接的定位台阶。边框型材在主体部分的外侧具有形成安装脚13的外侧部分,在间隔裁去多余的外侧部分后,形成间隔布置的安装脚13,安装脚13侧面通过压铆、焊接设置有吊装螺母131,便于电池箱的运输。如图1、图4和图5所示,本实施例中底板3由三块液冷板31构成,三块液冷板31沿前后方向并排布置,液冷板31的左右两端分别插接在边框组件1的主流道侧壁14处,并通过主流道侧壁14的定位台阶对底板3在高度方向以及左右方向上进行定位。每块液冷板31中设置有多条沿左右方向延伸的副流道32,在液冷板31插入边框组件1内后,副流道32的左右两端分别与左边框11和右边框12的主流道19连通。浙江耐高温托盘工厂9.液冷部件想要打样成本低、速度快?选正和铝业就对了!

通过工具端头沿工件表面垂直方向顶锻和高速摩擦,使热塑化材料在接头区域形成剧烈塑性流动、混合,从而消除焊接界面,形成接头。焊接过程中工具只在工件表面摩擦,不许倾斜角度,不容易产生隧道、孔洞缺陷,接头致密连续,组织均匀,性能优异。塑流摩擦焊能够实现薄板结构的高效、稳定、无匙孔焊接,以及材料表层改性,是一种极具开发潜力的加工技术为提供**发放、焊接工具及工艺开发、结构产品的焊接制造等一系列塑流摩擦焊技术服务。无污染静轴肩搅拌摩擦焊接技术特点在于焊接过程中轴肩不旋转,热源主要来自搅拌针与材料间的摩擦。静轴肩搅拌摩擦焊接头摩擦热量均布,接头组织均匀,焊缝表面光洁,飞边量小,该技术能够有效抑制焊缝材料挤出,减少焊缝减薄,降低孔洞、隧道等缺陷的形成几率,接头性能优良。静轴肩搅拌摩擦焊技术尤其适合大厚度材料、角焊缝结构、高熔点材料连接。此外,天津理想动力(中国搅拌摩擦焊中心)通过静轴肩机头与高精度重载机器人结合,可提供1~8mm壁厚大尺寸铝合金件的三维空间曲线焊缝焊接工艺优化、工装夹具设计制造、焊接设备、产品加工等质量、可靠的服务。静轴肩搅拌摩擦焊静轴肩搅拌摩擦焊静轴肩角焊缝搅拌摩擦焊、无烟尘、无辐射。
苏州正和铝业有限公司总部坐落于传统文化商业重地苏州市。公司创建于2017年,主要为客户提供电池热管理方案、液冷系统开发、液冷系统设计、液冷材料、液冷部件、液冷总成的交付等相关服务和产品。产品主要包括动力电池包液冷部件、储能电池包液冷部件,高热流密度换热液冷部件、新型换热部件等。产品为国内多家用户配套并远销欧美、中东、东南亚、俄罗斯等五十六个国家和地区。苏州正和铝业有限公司拥有从模具开发、冲压、加工、焊接等整套装备精良的生产线及用于研发的整套先进检测设备!因此,创新的折叠电池托盘为我们的客户提供了更大的灵活性,更低的成本。“我们看到了可观的市场机会,因为全球对电动汽车的需求正在上升。在不**质量和安全性的情况下降低电池托盘的成本是电动汽车至关重要的一步,”Gehringhoff强调说。动力电池、储能电池液冷总成方案的践行者和**者——正和铝业!
复合环保政策要求。本发明实施例提供的一种新能源汽车电池托盘底盘装甲用快干型涂料具有较好的工艺性能,可以采用不低于80℃的烘干工艺,而且可以将电池托盘涂装工艺的烘干时间从48小时缩短为1~2小时;其采用了特殊抗开裂助剂的抗料表面开裂配方设计可以使漆膜内部的溶剂及水在挥发过程中保持较好的应力均匀状态,有效的防止龟裂、***和气泡的发生,极大的降低产品不良率,降低企业成本;而且采用了**voc配方设计,低至5%的voc含量,完全符合政策要求。示例的,本发明实施例的一种新能源汽车电池托盘底盘装甲用快干型涂料采用如下方法制备:步骤(1):将水性丙烯酸乳液20kg、消泡剂、滑石粉填料10kg、云母粉填料10kg、阻燃剂5kg、助溶剂3kg、润湿剂、增稠剂、流平剂、黑色浆2kg及去离子水2kg,混合后加入高速搅拌机内分散均匀制成装甲涂料。步骤(2):采用高压无气喷涂技术将上述装甲涂料一次成型喷涂于电池托盘背面。步骤(3):表干3分钟后进入120℃烘干炉内烘干60分钟,取出晾干后即可发货。对本发明实施例的一种新能源汽车电池托盘底盘装甲用快干型涂料制品基本性能测试,测试结果如下:目视检查:表面联系光滑无桔纹、***、斑点、起雾及其他不良。正和铝业完美解决您的定制需求,电池热管理液冷设计开发!广东专业托盘供应商
从设计、仿真、打样到量产,正和铝业给您提供比较好的蛇形弯管落地方案!浙江托盘工厂
既防止震动时应力集中在支撑部与边框的外侧壁的连接处,又有效分散吊耳结构受到的碰撞力。附图说明为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图**是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。图1为本实用新型实施例提供的电池托盘的结构示意图;图2为图1中边框和吊耳结构的立体结构示意图;图3为图2中吊耳结构的俯视图;图4为图2中吊耳结构的侧视图。其中,图中各附图标记:1、底板;2、边框;3、吊耳结构;31、连接部;32、支撑部;33、吊装部;34、三角形中空区域。具体实施方式为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例**用以解释本实用新型,并不用于限定本实用新型。需要说明的是,当元件被称为“固定于”或“设置于”另一个元件及类似用语,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件。浙江托盘工厂