重庆高频焊微通道扁管加工
第三种折法为:自单块板1的中间位置开始折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸至隔板的起始位置,然后向上折单块板1并水平延伸至隔板的终止位置,向下折单块板1,形成封闭的单排扁管2。为了便于保证质量,优先选择第一种折法;第四种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后向下折单块板1,并水平延伸预设距离,再向上折单块板1依次折叠隔板,形成封闭的单排扁管2。为了便于保证质量,优先选择第四种折法,由第四种折法获得的单排扁管2只有一个铝板接触点,焊接后泄漏风险较小,其余三种折法获得的单排扁管2会有两个接触点,焊接后泄漏风险较大。微通道扁管的特点是什么?重庆高频焊微通道扁管加工
微通道铝扁管的制作工艺:1、模具设计和加工技术能力:主要包括极低挤压突破力和极高尺寸精度及特殊成型能力和拥有极强耐磨性能热挤压模具的设计、制造技术;模具内壁耐磨、耐热、超润滑技术的充分应用;单台多支共挤模具多点温度精密控制技术等。2、挤压工艺控制技术能力:主要包括挤压机模筒恒温加热、等速挤压技术;铸棒的梯度加热技术;多孔微超薄壁均衡挤压、热能消除及保持所有环节不产生产品变形的因素和产品缺陷的技术;单台多支产品收排卷装置和同步控制技术等。湖南加工微通道扁管供应商苏州正和铝业设计开发液冷微通道扁管,欢迎来电资讯!
在过去三个月中,特斯拉股价翻了一番,*在过去一个月就飙升了近40%。媒体对对冲基金交易工具Kensho数据的分析显示,在类似幅度波动的两周后,特斯拉**通常表现良好,平均又上涨。在过去的五年中,在这八种类似的交易场景中,特斯拉**上涨概率达到88%,超过标准普尔500指数的表现。近期,云海金属就在机构调研时表示,公司空调微通道扁管是通过其他客户提供给特斯拉的,通过三花提供给特斯拉的是另外一种铝挤压件。具体调研**如下:问:请简单介绍下公司情况?答:公司主要生产镁合金、铝合金、金属锶、中间合金、挤压铸造件等产品。目前公司镁合金产能18万吨,其中五台云海5万吨、巢湖云海10万吨,惠州云海3万吨;公司原有铝产品产能,去年年底扬州瑞斯乐新建4万吨**铝棒,其中铝棒主要应用于下游的挤压型材,下游主要应用于3C产品和铝锻造轮毂,包括苹果等;金属锶的产能为3500吨。
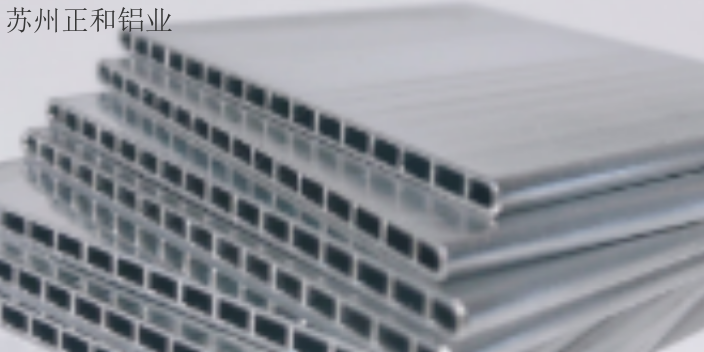
微通道铝管是一种新型环保制冷剂承载管道部件,首先在汽车空调系统上获得强制使用(欧盟规定为1996 年,中国规定为2002 年)。该产品由于技术含量高、生产难度极大,2010年之前,世界上有挪威的海德鲁、日本的三菱和古河、韩国一进等极少数厂家生产,其生产技术基本上被其垄断,内资企业根本没有能力生产,国内汽车空调换热器厂商所需的该材料,只能从上述国外厂家设在中国的独资子公司或者直接进口获得。由于微通道铝管技术难度大、难点多,在生产过程中如何运用科学、有效的在线探伤、表面质量等检测手段,及时检出(标记)有缺陷的产品,对微通道铝管的质量控制极为关键。正和铝业是一家专业提供微通道扁管 的公司,期待您的光临!

同时,本发明实施例提供的微通道扁管,结构较简单,也较节省材料;而且隔板与单排扁管2的材质相同,质量更加稳定,使用寿命较长。对称折叠单块板1,存在两种折叠方向,一种为自单块板1的两侧向单块板1的中间对称折叠,另一种为自单块板1的中间向单块板1的两侧对称折叠。为了便于折叠,优先选择自单块板1的中间向其两侧对称折叠。这样折叠方向还存在多种折法。图7中,以右边的单排扁管2为例列举四种折法,第一种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后依次折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸预设距离,向上折单块板1,形成封闭的单排扁管2;第二种折法为:在单块板1的中间位置先向下折单块板1,然后水平延伸预设距离后,向上折单块板1,再依次折叠隔板,待隔板折叠完后,向上折单排板并水平延伸预设距离,向下折单块板1,形成封闭的单排扁管2;微通道扁管的使用时要注意什么?湖南液冷微通道扁管优点
正和铝业为您提供微通道扁管 ,欢迎新老客户来电!重庆高频焊微通道扁管加工
由于微通道铝管技术含量高,生产难度极大,小品种宽度为12mm,厚度1mm,却要有12-16个孔。其难点主要体现在以下6个方面:1.超大挤压比挤压比是指材料热挤压前的断面积同挤压后的断面积之间的比例,一般情况下在8~50倍,而微通道铝管断面积为4px2 左右,挤压比要达到400倍以上,是铝挤压极限工艺的8倍多。2.超高尺寸精度微通道铝管尺寸精度远高于《铝及铝合金研究要热挤压管》国家标准。按国家标准,典型品种宽度16mm尺寸偏差为±0.3mm,而微通道铝管宽度尺寸偏差为±0.03mm,要求高的甚至需提高到±0.01~±0.02mm。重庆高频焊微通道扁管加工
上一篇: 河南特殊微通道扁管生厂制造商
下一篇: 加工逆变器换热批发