新疆加工微通道扁管检测
自2002年之后,中国汽车行业开始进入爆发式增长阶段。到2009年,中国取代美国成为世界上的汽车销售市场,结束了由福特公司开始的美国长达一个多世纪的汽车统治地位。不仅如此,2009年,中国的汽车产量超过了日本和美国的总和,取代了日本汽车工业保持的世界靠前的位置。2009年中国汽车工业产销总量分别达到1379.1万辆和1364.48万辆,同比增长48.30%和46.15%。2010年,汽车产销分别为1826.47万辆和1806.19万辆,同比增长32.44%和32.37%,保持了世界靠前的地位。2011年在我国汽车业步伐放缓的背景下,依然有5%左右的增长率。预计未来十年,我国汽车市场年均增长率将达到7.1%,到2020年中国汽车市场的销量有望占据全球汽车总销量的一半以上,将是美国市场销量的两倍左右,中国汽车市场前景非常广阔。微通道扁管的特点是什么?新疆加工微通道扁管检测
本发明实施例提供了一种微通道扁管生产方法,提高了微通道扁管的品质,从而提高微通道扁管的使用寿命。下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。如图1所示,本发明实施例提供的微通道扁管生产方法,具体包括步骤:S01:选取单块板1,该单块板1的表面喷涂有助焊剂:单块板1的大小需要根据所需微通道扁管的大小进行选择。单块板1的材料根据微通道扁管的性能进行选择。为了提高微通道扁管的性能,优先选择单块板1为复合铝板。当然,也可选择单块板1为其他材料的板,例如铝板、铜板等,只要能够满足微通道扁管的使用要求即可。在单块板1的表面喷涂助焊剂,为后续折叠单块板1形成双排扁管提供前提。对于助焊剂的类型,可根据实际需要进行选择,本发明实施例对此不做限定。重庆钎焊微通道扁管量大从优微通道扁管公司的联系方式。

上述微通道扁管生产方法中,所述步骤2)中对称折叠所述单块板具体为:自所述单块板的中间向其两侧对称折叠所述单块板。上述微通道扁管生产方法中,所述步骤3)中切割所述安装让位缺口后还包括步骤:将所述单排扁管的端口做成渐缩口,且向其开口渐缩。上述微通道扁管生产方法中,所述步骤3)中切割所述安装让位缺口后还包括步骤:在所述连接桥上开设通孔。上述微通道扁管生产方法中,所述步骤3)中,在所述连接桥的两端切割所述安装让位缺口具体包括步骤:自所述连接桥的两端,沿所述连接桥的中间线切割预设长度,再沿垂直于所述连接桥的中间线的直线进行切割,形成翻边;
由于微通道铝管技术含量高,生产难度极大,小品种宽度为12mm,厚度1mm,却要有12-16个孔。其难点主要体现在以下6个方面:1.超大挤压比挤压比是指材料热挤压前的断面积同挤压后的断面积之间的比例,一般情况下在8~50倍,而微通道铝管断面积为4px2 左右,挤压比要达到400倍以上,是铝挤压极限工艺的8倍多。2.超高尺寸精度微通道铝管尺寸精度远高于《铝及铝合金研究要热挤压管》国家标准。按国家标准,典型品种宽度16mm尺寸偏差为±0.3mm,而微通道铝管宽度尺寸偏差为±0.03mm,要求高的甚至需提高到±0.01~±0.02mm。苏州正和铝业有限公司致力于提供微通道扁管 ,期待您的光临!

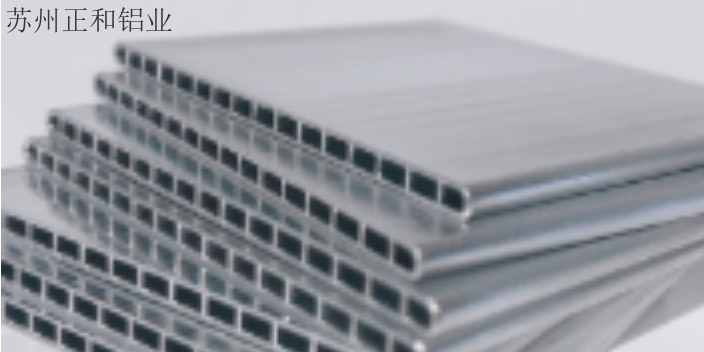
微通道扁管通常并排分布在两个集流管4之间,且多个微通道扁管上下分布,若空气与微通道扁管内的介质进行换热,则相邻的两个微通道扁管限制了对方散热。上述实施例提供微通道扁管生产方法中,步骤S03中切割安装让位缺口31后还包括步骤:在连接桥3上开设通孔32。这样,改变了气流方向,加强了气流间交涉,增加了空气与微通道扁管之间的换热面积,有效提高了换热效率。对于通孔32的数目和大小可根据实际需要进行设置。为了便于设置,可优先选择通孔32呈长方形、圆形、椭圆形或者菱形。上述实施例提供的微通道扁管生产方法中,在连接桥3的两端切割安装让位缺口31,存在多种方式。如图1所示,优先选择自连接桥3的两端,沿连接桥3的中间线L1切割预设长度,再沿垂直于连接桥3的中间线L1的直线L2进行切割,形成翻边;将翻边向与其相连的单排扁管2翻卷,并固定在单排扁管2上。苏州正和铝业,可提供客制化的定制服务,满足您对热管理液冷总成的多样化需求!河北钎焊微通道扁管价格
微通道扁管 ,就选正和铝业,用户的信赖之选,有需求可以来电咨询!新疆加工微通道扁管检测
微通道扁管的制作工艺:1、模具设计和加工技术能力:主要包括极低挤压突破力和极高尺寸精度及特殊成型能力和拥有极强耐磨性能热挤压模具的设计、制造技术;模具内壁耐磨、耐热、超润滑技术的充分应用;单台多支共挤模具多点温度精密控制技术等。2、挤压工艺控制技术能力:主要包括挤压机模筒恒温加热、等速挤压技术;铸棒的梯度加热技术;多孔微超薄壁均衡挤压、热能消除及保持所有环节不产生产品变形的因素和产品缺陷的技术;单台多支产品收排卷装置和同步控制技术等。新疆加工微通道扁管检测
上一篇: 江苏绝缘液冷厂家
下一篇: 黑龙江微通道扁管价格