上海实在微通道扁管生厂制造商
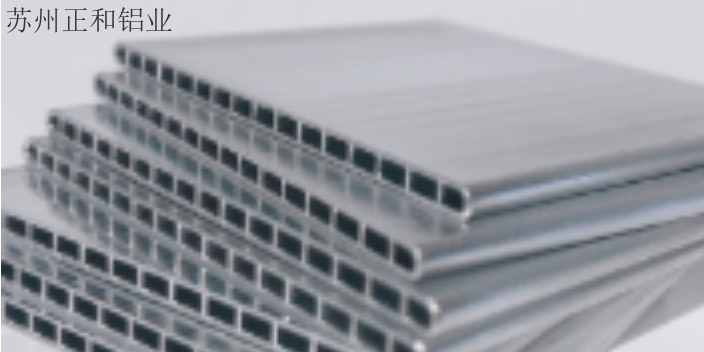
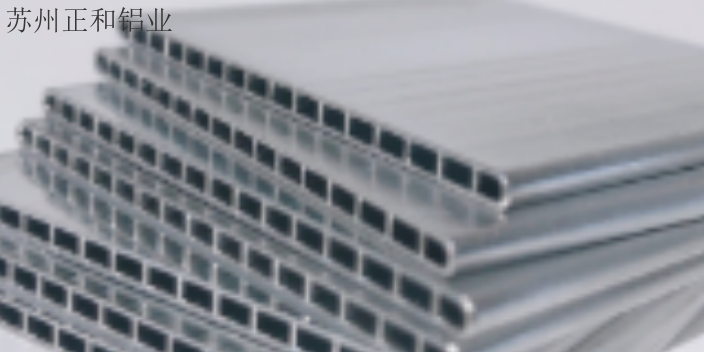
微通道扁管。背景技术:微通道换热器是利用精密加工技术和微加工技术生产制造的通道当量直径在10μm-1000μm之间的微型散热器。由于微通道的尺寸效应,单位体积传热面积高,使得微通道换热器相比于传统换热器具有很高的换热效率。目前铝合金微通道扁管在市场上有两种生产制造方式:一种是通过铝合金杆为原料采用连续挤压形成扁管;另一种是以***铝合金圆锭为原料采用分流焊合挤压工艺成形,在该工艺中,金属坯料被分流孔分流后,在焊合室中进行重新焊合形成封闭截面,而后从芯棒和凹模的工作带挤出成为管材。两种生产方法相比,前一种方法得到的扁管通常耐腐蚀性能较差;后一种方法中,金属经历了一个固态焊合过程,焊合位置力学性能不够稳定。技术实现要素:本实用新型的目的在于提供一种微通道扁管,其耐腐蚀性能强并且力学性能稳定。哪家公司的微通道扁管有售后?上海实在微通道扁管生厂制造商
上述微通道扁管生产方法中,所述步骤2)中对称折叠所述单块板具体为:自所述单块板的中间向其两侧对称折叠所述单块板。上述微通道扁管生产方法中,所述步骤3)中切割所述安装让位缺口后还包括步骤:将所述单排扁管的端口做成渐缩口,且向其开口渐缩。上述微通道扁管生产方法中,所述步骤3)中切割所述安装让位缺口后还包括步骤:在所述连接桥上开设通孔。上述微通道扁管生产方法中,所述步骤3)中,在所述连接桥的两端切割所述安装让位缺口具体包括步骤:自所述连接桥的两端,沿所述连接桥的中间线切割预设长度,再沿垂直于所述连接桥的中间线的直线进行切割,形成翻边;广东侧面换热微通道扁管工艺苏州正和铝业有限公司,可靠的微通道扁管供应商!

由于微通道铝管技术含量高,生产难度极大,小品种宽度为12mm,厚度1mm,却要有12-16个孔。其难点主要体现在以下6个方面:3.气密性一套微通道热交换器大约有50~150支微通道铝管,只要一支出现气密性缺陷(如气孔、夹杂等),则整个空调器就会报废,因此质量标准以PPM(100万件)计,衡量标准为15PPM以下。4.棒材微通道铝管其小极限壁厚0.13mm,如果铸棒材料纯净度和含氢量达不到要求的话,只要有一个很细微的气孔或者夹杂物,都会使微通道铝管的薄壁产生泄漏,故必须采用高纯度精炼棒,含氢量≤0.09%。
自2002年之后,中国汽车行业开始进入爆发式增长阶段。到2009年,中国取代美国成为世界上的汽车销售市场,结束了由福特公司开始的美国长达一个多世纪的汽车统治地位。不仅如此,2009年,中国的汽车产量超过了日本和美国的总和,取代了日本汽车工业保持的世界靠前的位置。2009年中国汽车工业产销总量分别达到1379.1万辆和1364.48万辆,同比增长48.30%和46.15%。2010年,汽车产销分别为1826.47万辆和1806.19万辆,同比增长32.44%和32.37%,保持了世界靠前的地位。2011年在我国汽车业步伐放缓的背景下,依然有5%左右的增长率。预计未来十年,我国汽车市场年均增长率将达到7.1%,到2020年中国汽车市场的销量有望占据全球汽车总销量的一半以上,将是美国市场销量的两倍左右,中国汽车市场前景非常广阔。微通道扁管 ,就选正和铝业,用户的信赖之选,欢迎新老客户来电!
第三种折法为:自单块板1的中间位置开始折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸至隔板的起始位置,然后向上折单块板1并水平延伸至隔板的终止位置,向下折单块板1,形成封闭的单排扁管2。为了便于保证质量,优先选择第一种折法;第四种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后向下折单块板1,并水平延伸预设距离,再向上折单块板1依次折叠隔板,形成封闭的单排扁管2。为了便于保证质量,优先选择第四种折法,由第四种折法获得的单排扁管2只有一个铝板接触点,焊接后泄漏风险较小,其余三种折法获得的单排扁管2会有两个接触点,焊接后泄漏风险较大。什么地方需要使用微通道扁管。广东放心微通道扁管加工
如何选择一家好的微通道扁管公司。上海实在微通道扁管生厂制造商
对称折叠单块板1形成双排扁管,双排扁管包括:两个单排扁管2和连接两个单排扁管2的连接桥3,单排扁管2由复数个微通道隔板分隔为若干微通道22:对称折叠单块板1形成双排扁管,存在两种折叠方向,一种为自单块板1的两侧向单块板1的中间对称折叠,另一种为自单块板1的中间向单块板1的两侧对称折叠。为了便于折叠,优先选择自单块板1的中间向其两侧对称折叠单块板1。这样折叠方向还存在多种折法。图7中,以右边的单排扁管2为例列举三种折法,第一种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后依次折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸预设距离,向上折单块板1,形成封闭的单排扁管2;第二种折法为:在单块板1的中间位置先向下折单块板1,然后水平延伸预设距离后,向上折单块板1,再依次折叠隔板,待隔板折叠完后,向上折单排板并水平延伸预设距离,向下折单块板1,形成封闭的单排扁管2;上海实在微通道扁管生厂制造商
上一篇: 江西防水导热硅胶垫生产
下一篇: 重庆个性化微通道扁管批发