江西347带颈平焊法兰非标定制
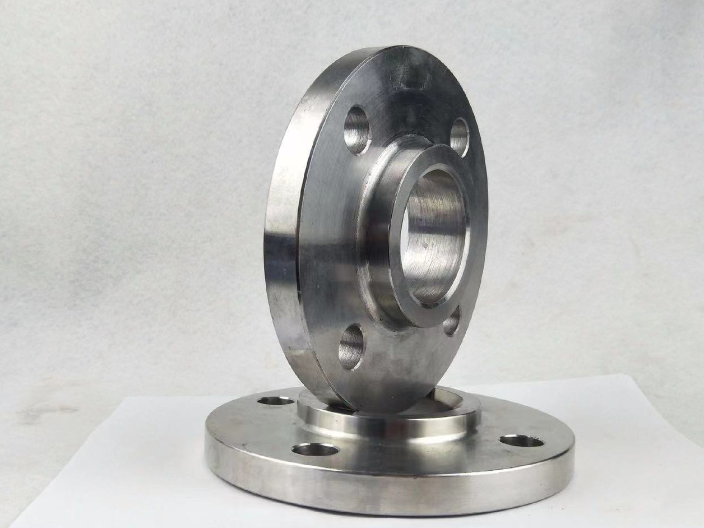
带颈平焊法兰同板式平焊法兰一样也是将钢管、管件等伸入法兰内通过角焊缝与设备或管道连接的法兰。英文名称:Slip-on简称SO。带颈平焊法兰的优点:带颈平焊法兰也属于平焊法兰,因为有个短颈,从而提高了法兰的强度了法兰的承载力度。所以可以用于高压力的管道上。带颈平焊法兰和带颈对焊法兰的主要区别是带颈平焊法兰是接口处加工了比管子外径略大一点的一个颈台(带颈对焊法兰的颈部外侧斜度应不大于7°),管子插在颈台里面焊接,带颈平焊法兰比不带颈的平焊法兰在与管道焊接部位要多一个颈台,不带颈平焊法兰也就是平板法兰。对焊法兰是接口端的管径和壁厚与所要焊接的管子一样,就合两个管子一样焊接。在存放带颈平焊法兰的时候需要注意周围不要堆放杂物或有有害物质。江西347带颈平焊法兰非标定制

带颈平焊法兰还有一套特有的计算模式,在带颈平焊法兰的计算方法中EN方法比较先进,但较为复杂国际上公认的法兰科学计算方法为欧洲EN方法,它综合考虑了整个法兰系统的受力情况和各种实际工况,是目前比较先进的法兰设计计算方法,在对泄漏比较敏感的场合采用,但该方法存在计算过程复杂的缺点。除此工况外,建议采用ASME方法进行法兰计算即可满足工程需要。而国内带颈平焊法兰的计算方法基本上还是以华脱斯法为主,在参照美标ASME的同时,也吸收了日本JIS标准有关法兰设计计算的内容,在计算中既考虑了法兰强度控制指标,又增加了控制法兰转角的刚度控制指标,目前在一般工况下均可以满足要求。浙江碳钢带颈平焊法兰精选厂家带颈平焊法兰的执行标准有ASME B16.5、BS4504、DIN、JIS。
带颈平焊法兰的结构简单,由于它只由两部分组成,因此制造成本低,生产效率高。同时,它的安装也非常方便,只需将法兰盘和管道对准,然后用螺栓将其固定即可。这种简单的结构和安装方式使得带颈平焊法兰成为一种常用的管道连接件。其次,带颈平焊法兰具有良好的密封性能。由于法兰盘和颈部之间的连接面是平面密封,因此密封性能非常好。在使用过程中,只需在法兰盘和颈部之间加入密封垫片,就可以实现可靠的密封效果。这种密封方式适用于各种介质,无论是液体、气体还是固体,都能够有效地防止泄漏。此外,带颈平焊法兰还具有较高的耐压能力。由于颈部的存在,它能够承受较大的压力。根据不同的工作条件和要求,可以选择不同材质和规格的带颈平焊法兰,以满足不同的压力要求。
法兰都有密封面,那密封面又有哪些种类呢?在大部分密封面形式中,突面较为常见,突面(RF)原称凸面,为了区分凹凸面的法兰密封面,才取有“突出的面”的突面,法兰的密封面也是一个光滑的平面,像是在平面密封面上做了个凸台,有时在密封面上做密纹水线。其与平面密封面用途基本一致。其中凹凸面密封面由凸面和凹面组成,垫片置于凹面(F)内。适用垫片包括:包层垫片、缠绕垫片、金属平垫片。与平面法兰相比,凹凸法兰中的垫片不易挤压,便于装配时对准。工作压力范围比平面法兰宽,可用于2.5、4.0、6.4MPa等级的工作环境,适用于密封要求严格的场合适当增加兰环的厚度,减小螺栓中心圆的直径和增加法兰环的外径都可以增加带颈平焊法法兰的刚度。

带颈平焊法兰处理一般为固溶热处理,通常称为“退火”,温度范围为1040—1120℃(日本标准)。也可以通过退火炉的观察孔进行观察。退火区的大的法兰管件应为白炽状态,但不得软化下垂。保护气体压力,为了防止微泄漏,炉内保护气体应保持正压,如果是氢气保护气,一般需要20 Kbar以上。退火气氛:一般采用纯氢作为退火气氛,空气纯度大于99.99%。如果大气的另一部分是惯性气体,纯度也可以较低,但不能含有太多的氧气、水蒸气。炉体密封,外壳有钢板和型钢焊接而成,用型钢和钢板焊接小车,通过与炉衬和砂封机构的软接触,减少热辐射和对流损失,有效地保证炉体密封。明亮的退火炉应关闭并与外部空气隔离;如果用氢作为保护气体,则只开一个出口(用来点燃所排放的氢)。用肥皂水检查退火炉各接头的间隙,看它是否脱落。其中,容易跑气的地方是退火炉进入管外的地方,这里的密封圈特别容易磨损,应经常检查更换。美洲体系管带颈平焊法兰的标准以ANSI B16.5和ANSI B 16.47为依据。福州带颈平焊法兰生产厂家
带颈平焊法兰比不带颈的平焊法兰在与管道焊接部位要多一个颈台。江西347带颈平焊法兰非标定制
带颈平焊法兰的质检的常见方法有:(1)化学成分检验:般锻件毛坏不进行化学成分检验,其化学成分是以治炼时的炉前取样分析为准的。但对重要的或有疑问的锻件,可在锻件上切下一些切屑,采用化学分析或光谱分析来检查其化学成分。(2)外观形状和尺寸检查:采用目测、样板或划线的方法检查锻件的表面缺陷、形状误差和尺寸大小,以确定锻件是否满足图样尺寸的要求。(3)宏观组织检查宏观组织检查又称低倍检查:是用肉眼或不大于10倍的放大镜,检查锻件表面或断面的宏观组织,其主要方法有硫印。热酸浸、冷酸浸和断口等。(4)显微组织检查:显微组织检查即金相检查,是在光学显微镜下观察、辨认和分析锻件的微观组织状态和分布情况,从而有助于了解微观组织和锻件性能的关系。金相检查除了检 查微观组织也能显示偏析及一些化合物的分布,并可进行晶粒度和非金属夹杂物的评级。(5)超声波探伤:超声波探伤是无损检验,是在不破坏锻件的情况下来检查锻件内部 或表面的缺陷。除了超声波探伤外,还有磁力探伤射线探伤等。由于超声波探伤具有穿诱 力大、灵敏度高、操作简单、速度快,且对人体无害等优点,目前已成为对大型锻件内部缺陷检查的主要方法。江西347带颈平焊法兰非标定制