江苏机制砂包装机使用方法
检查气源管是否漏气,包括真空管(真空漏气时负压会降低,吸袋成功率降低),如有漏气应立即治漏,可临时加装中间快速接头或用胶布或塑料带缠绕治漏,并做好工作记录。必须保证气源管无泄漏,临时停机时对整条气源管进行更换,不得连续带病使用气源管和有中间接头的气源管。检查气源阀门、终端快速接头是否漏气,发现漏气立即治漏或更换。检查控制柜内防湖灯泡是否工作正常,灯泡应装在柜子下部.1距电器仪表设备及线路有一定的安全距离,防止温度过高烧坏设备及线路。灯泡有烧坏的及时更换。包装机柜门应处于常关闭状态,发现柜门打开应及时关好。包装袋适用普遍:可采用不打孔编织袋、纸袋、塑料袋等多种形式的阀口包装袋。江苏机制砂包装机使用方法

回转包装机日常维护及故障分析。我公司有2台8RS(FE)型八嘴回转包装机,每台设计生产能力为100t/h。日常生产过程中,由于维护不到位及其他突发状况,会导致回转包装机工作异常。本文就实际生产过程中包装机的日常维护内容和故障查找排除方法进行总结。包装机顶部安装有一台振动筛,起物料输送和筛分水泥内大颗粒异物的作用,避免异物进入包装机导致包装机各转动部件卡死。振动筛日常维护较为简单,只需每周定时向轴承座内加注润滑脂100g左右,每月检查一次筛网,如果出现开裂、漏洞,应及时更换新筛网;筛网边角翘起松动的,需重新紧固压条,无法紧固压紧的也需更换新筛网。浙江一体化包装机案例包装机的热封器体温度无法控制,热封器体温度异常原因包装机的温度调节仪出现故障。
送袋伺服故障.引起这个问题的原因有多个,首先是因为出现这个故障之前的那包料输送过程中卡 袋或者输送不顺畅所致.处理时候点击屏幕的复位试一下,如果还不能正常启动,那就要将包装机的电源切断一下,然后把内外链和送袋及上袋伺服全初始化完毕,再开车就会正常了.其次要检查下台车前后动作的时候是否能触发送袋光电起始位和停止位,如果哪一个不能触发那就调节金属挡板到合适的位置,使其达到正常工作.还有就是有的时候光电的线路断开,造成光电根本不能工作,这个时候就要对线路进行检查,尤其是线路的接头地方,因为现在包装机底部的线路接头已经有许多个,其中也包括送袋光电,曾经在我们班组当班的时候就出现过线路断开的情况.所以这个也是不能大意的.
液体包装机下料不稳定,液体包装机下料不稳定原因:1、包装机旋塞位置安装错误;2、包装机管路发生堵塞;3、包装机的旋塞摇杆位置有松动的现象。液体包装机下料不稳定解决方法:1、当包装机旋塞位置安装错误时,需要正确调整好包装机的旋塞位置。2、当包装机管路发生堵塞时,需要及时疏通包装机的管路,确保管路下料畅通无阻。3、当包装机的旋塞摇杆位置有松动的现象时,需要拧紧包装机旋塞摇杆周围的螺钉。包装机封口不严密,封口不严密原因:1、包装机的封合温度比正常温度低;2、包装机的材料分布不匀、材料不规则;3、包装机封合处的压力不均匀。超声波阀口包装机在保证产品密封性和卫生性的同时,提高了包装效率。

干粉砂浆生产线上的阀口包装机如果发生故障,可以按照上面的自行对照解决,也可以找我们的技术工程师来解决。光点跑点,不制成标准袋子时:1、检查包装膜是否正常。2、检查光纤是头上有无异物。3、检查光放大器读数是否正常(正常为9位数字)。4、检查光纤有无烫伤,光源是否正常。5、袋长是否正常,是否光纤控制。6、查看皮带是否有打滑现象。7、查看皮带是否有打滑现象。8、查看高温胶带是否完好。9、查看制袋器衣领处有无异物。10、查看光纤头与包装膜之间的距离和位置。11、看放膜电机工作是否正常。12、后面膜是否不拧紧,掉落偏移。自密实混凝土包装机,10mm砂浆包装机。中国台湾干混砂浆包装机配件
干粉砂浆生产线上的专属包装机是阀口包装机,可以连续式作业。江苏机制砂包装机使用方法
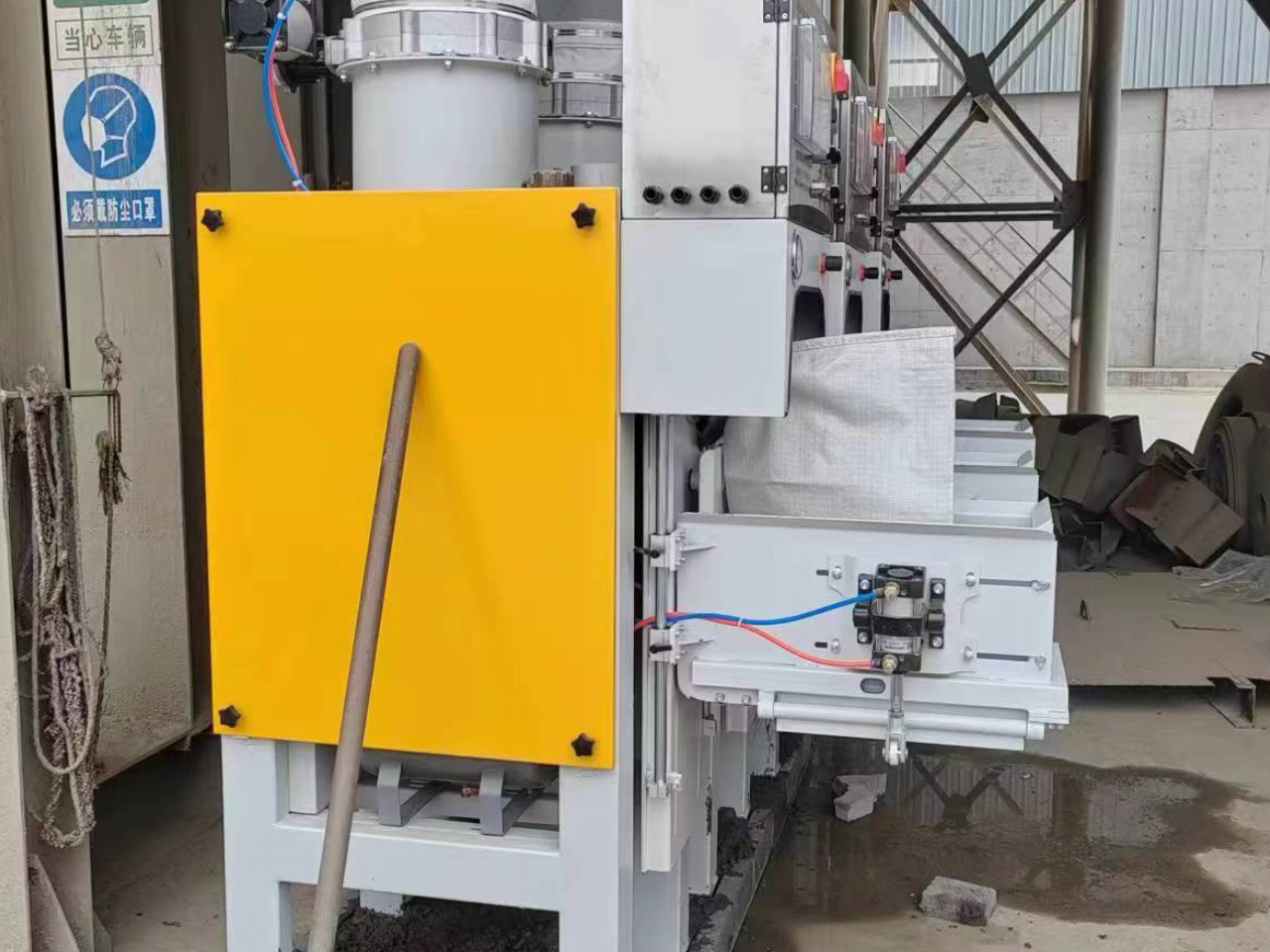
叶轮包装机分为普通款、推袋和推掉袋。叶轮包装机的优点:1、机身:焊接而成、小巧轻便。2、出灰机构:由3kw电动机带动主轴叶轮旋转,有旋转的叶轮将干粉砂浆排出,经出灰管装入包装袋。3、控制机构:插上物料包装袋、碰触微动开关灌装开始,当物料灌装到指定重量时,称量机构电脑发出信号,电脑阀工作,控制机构动作使气缸关闭出料口,灌装停止,同时压袋气缸收缩,松开包装袋。4、装袋机构:具有压袋装置。当干粉砂浆装到标定重量的时候,气缸关闭出料口。江苏机制砂包装机使用方法
上一篇: 内蒙古砂石包装机案例
下一篇: 上海砂浆烘干机保养