包装机生产过程
包装机在投料过程中会出现装好料的小包掉落的现象.1.停止包装机的工作,检查主夹袋侧面的两个橡胶垫是否损坏.如果是它引起的小包掉落,要及时与钳工联系,对其进行稳固或者更换.2.查看摆臂送袋是否将袋子送正,有时候会将袋子一侧送到位,而另一侧主夹口和侧夹袋是没有夹住的.这种情况的发生有几种可能:一是进袋检测光电的位置太靠前或太靠后,摆臂和开袋口吸盘在这时候根本不能将袋子送正.要将光电位置调到袋口边缘和开口位置的前沿平行.二是袋仓内放置的包装袋一开始就不正.停包装机将袋仓内的包装袋摆整齐.三是取袋吸盘经过长时间的工作会压扁、变形和损坏漏气等,将吸盘恢复正常或者更换.四是开袋口吸盘的损坏或者真空度不够,要对其进行更换或者清理真空过滤器和皮管.要随时查看是否有气源管漏气或者损坏.五是内外链条掉落比较严重或者内外链条不正,这也会影响包装袋的开口质量,当有这种情况的时候就会使进袋的袋口不正,同时摆臂上袋也不会把包袋送到准确的位置.阀口半自动包装机主要适用于10KG-50KG粉料的阀口袋包装。包装机生产过程
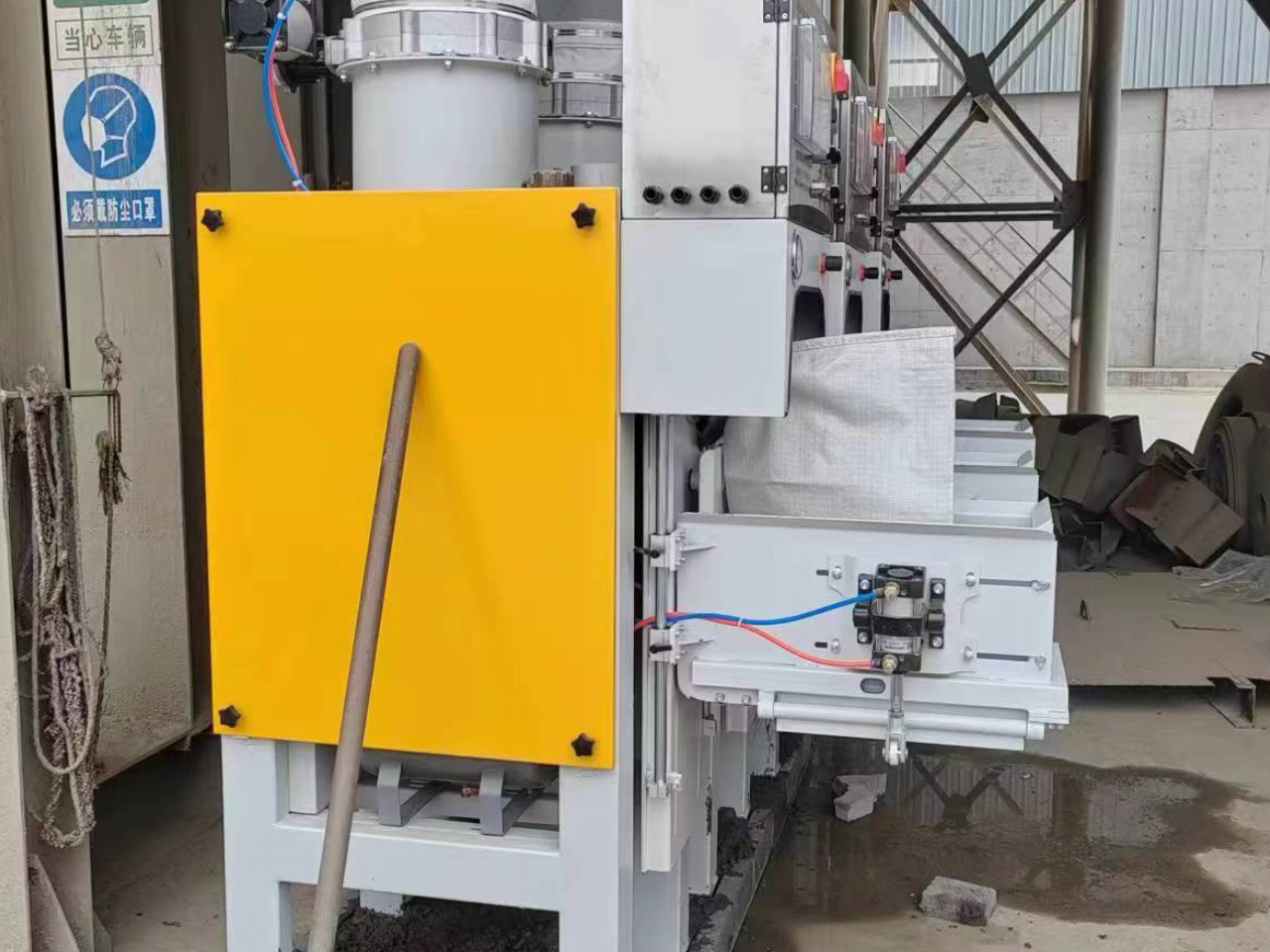
60kg双口气压式包装机的特点:1、自动称量、自动上袋、自动缝包、不需要人工操作;2、触摸屏界面,操作简单直观;3、本机组由备袋库、取袋理袋装置、上袋机械手、夹袋下料装置、抱袋推动装置、袋口导向装置、真空系统及控制系统等组成;4、对包装袋的适应性广,包装机采用挑袋的上袋方式,即从备袋库取袋,袋子对中定位,袋子往前送,袋口定位,预开袋,上袋机械手插刀插入袋口,同时两侧气抓夹住袋口两侧,然后上袋,此种上袋方式对包装袋制造的尺寸误差和袋子本身的质量要求不高,从而降低其制袋成本。山西轻质石膏抹灰包装机设备厂家根据生产工艺包装速度要求,可定制双阀口包装机。

电气控制部分。受运行环境影响,电气控制部分灰尘较多,容易引起各触点接触不良或信号干扰,日常维护重点是要做好包装机电控箱的密封,较好每班对电气柜内灰尘进行清理,检查各传感器信号是否准确,各接线端子是否接触良好。给料叶轮和秤架,给料叶轮出现异常时会导致出灰量小或者直接不出灰。日常维护内容为对三角传动带检查更换,当发现出灰量小或者不出灰而喷嘴未发现异物堵塞时,需检查给料叶轮,如给料叶轮叶片只是顶端出现少量变形可以校正后继续使用,如叶片变形量大,已经出现叶片根部焊缝开裂或者叶片脱落的情况则需更换新叶片。同时还要注意叶轮箱轴承座的润滑,每周往叶轮轴承座上加油杯内加注润滑油50g左右。
超声波腻子粉阀口袋包装机技术参数,超声波阀口袋包装机工作原理:1、以电机为动力源,带动出料座内的叶轮平稳旋转来完成均匀给料;2、传感器计量袋内物料重量并将计量信号输入微机,抵达灌装重量要求时微机输出信号,封口气缸伸出进入作业状况,封住出料口;3、一同电磁铁拉杆上移,物料袋落下,然后完成对懈怠物料的定量快速包装;4、物料由外料仓进入分格轮,由机座上的进料口进入出灰斗,经过叶轮平稳旋转把物料均匀送至出料口,插上包装袋、轻触料嘴右边行程开关,封口气缸缩短;5、出料嘴晓畅,灌装开端,物料平稳地落入袋中。当包装机的电源板、保险管出现故障时,需要及时检修电源板线路,更换包装机的保险管。

注意事项:1、注意: AB 称单称按钮不能同时投入,控制器会逻辑故障,同时放料,造成两包物料同时放料。2、注意: 设备运行时安全护栏将运行的设备与人隔离。操作人员应站在安全护栏外观察设备运行情况 操作人员手不要触及设备运动中的部件。设备调整维修时安全护栏移开时必须停机并切断电源并悬挂设备正在维修禁止合闸标示牌。设备调整维修结束后必须将安全护栏放置到原位。3、注意: 除仪表人员和包装过称人员可以操作称重电脑外,其余人员禁止操作称重电脑。4、注意:缝包机断线时,首先确认停止灯亮起,必要时推开折边机,穿线完毕,折边机复位,开启设备,整个过程操作人员必须站在安全护栏外。操作方便,易维护,个性化设计,可一人完成操作,采用皮带输送,阀口袋直接称重,计量完毕后可自动送袋。福建干混砂浆包装机报价
包装机的热封器体温度无法控制,热封器体温度异常原因包装机的热电偶线路短路。包装机生产过程
封口灌装方式:1. 封口方式,自密封:自密封阀袋通过袋内物料的重力保持关闭,但自密封袋不提供食品级密封。热封:通过热封机产生外部热量来密封袋子的传统方式。超声波封口:阀口袋进的密封工艺是超声波密封,它提供气密性密封,防止空气和湿气流入包装袋。这种阀袋只用于非常特殊的行业,例如干燥食品行业,这些行业需要清洁并防止污染物在灌装过程中进入包装。2.灌装方式,阀口袋是一种常见的工业包装方式,可包装各种粉状、颗粒状产品,包括薄片、颗粒、细粉和谷物。包装机生产过程
上一篇: 四川砂石烘干机优势
下一篇: 青海轻质石膏抹灰烘干机优势