北京机制砂包装机保养
停机后应及时清洗计量传感器、夹袋机构。2.热封器体应经常清洗,以确保密封纹理清晰。3.定期清洁光电开关,确保光标跟踪的准确性。4.散落在料盘上的物料,应及时清理,保持设备清洁。5.定期清理电控箱内的灰尘,防止接触不良等故障。6.新装机械必须在使用一周内对传动和…1.停机后应及时清洗计量传感器、夹袋机构。2.热封器体应经常清洗,以确保密封纹理清晰。3.定期清洁光电开关,确保光标跟踪的准确性。4.散落在料盘上的物料,应及时清理,保持设备清洁。5.定期清理电控箱内的灰尘,防止接触不良等故障。6.新装机械必须在使用一周内对传动和活动部件进行检查和紧固,并进行加油和维护;今后每月必须定期检查和维护。打开颗粒自动包装机前,检查容杯和制袋器的规格是否符合要求。(2)用手拨打主电机皮带,看机器是否灵活运行,确认机器无异常后方可通电启动。(3)将包装材料放在机器下面的两个纸轮之间,放在机器的架纸臂板的槽内。挡纸轮应夹紧所装材料的筒芯,使包装材料与制袋器对齐…(1)打开颗粒自动包装机前,检查容杯和制袋器的规格是否符合要求。(2)用手拨打主电机皮带,看机器是否灵活运行,确认机器无异常后方可通电启动。(3)将包装材料放在机器下面的两个纸轮之间。
超声波阀口袋包装机工作原理:随着袋中物料的增多,由传感器输入微机的信号也在不断改动。北京机制砂包装机保养
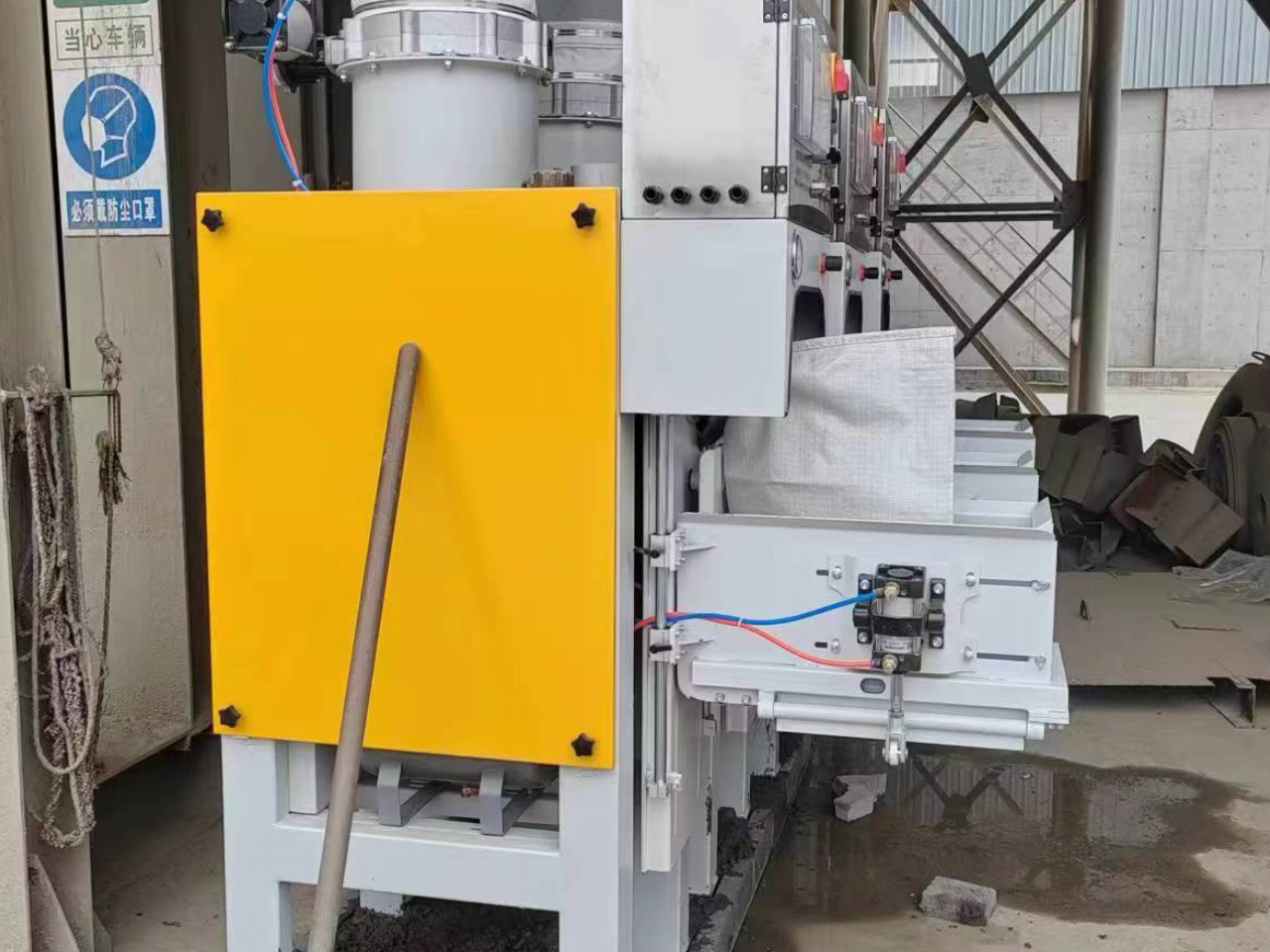
配有2个出料口,适应于不同的接料方式,一端的出料口用于装大袋,中间的灌装机针对阀口袋设计,阀口袋装满后自动封口,方便快捷,节省人工 。混合均匀度高,残留量少,适合于配合饲料,浓缩饲料、添加剂预混料的混合 。特点是物料可以得到充分的混合 。从而提高了混合均匀度;采用新颖的转子结构,转子与壳体的小间隙可调至接近零位,有效地减少了物料残留量;机内装有油脂添加管道,总体结构更加合理,外形美观,操作维修方便 。应用于建材、化工等行业的内外墙腻子粉、粉刷石膏、干粉粘合剂、干粉砂浆、砌筑砂浆、砂浆王、耐磨地坪及各种纤维素和干粉状化工材料的混合搅拌 。江西砂石包装机设计自密实混凝土包装机,10mm砂浆包装机。

随着袋中物料的增多,由传感器输入微机的信号也在不断改动,当物料重量抵达设定要求时,微机输出信号,封口气缸伸出,封住出料口,一同电磁铁拉杆上移,物料袋落下,然后抵达自动计量,自动掉袋的全自动包装要求。性能特点:1、全自动微机控制,电脑智能自动识别,自动计量,灵敏度高,性能稳定,抗干扰能力强,称量准确;2、全新设计,无闸板、秤杆、游砣、卡轮、卡销、拉簧等机械称重机构,无限减少易损件;既降低了维修费用,又提高了生产效率;3、自动实现包装袋的压紧、装填、关闭和掉袋等功能,性能稳定,操作简单;4、机身全部密封并配有除尘口,结构合理、经久耐用,真正实现环保型生产。
日常维护:1、电缆接线如需有接头,整根线只允许一个接线头,接线处三层处理,较里层为绝缘胶布,第二层为自粘带,第三层为绝缘胶布。禁止使用自粘带直接包扎。2、每周对称重传感器紧固螺丝进行检查,松动或不平衡的重新紧固和校平衡,经常松动的需增加弹簧垫及将紧螺帽。短时停运的包装机,应每周检查试运行一次,发现问题及时处理,长时间停运的包装机应每月试运行一次,保持备用状态。3、带调节的快速接头丝纹每周加油润滑一次并检查气压是否符合要求,不能调节的立即更换。当包装机的供纸控制杆被卡住时,看看卡住的原因并进行解决。

包装机的封口处不正,封口不正原因:包装机热封器体的位置设置不对。封口不正解决方法:当包装机热封器体的位置设置不对时,需要调整好包装机的热封器体的位置。包装机的充填电机不能启动,充填电机故障原因:1、包装机的驱动器损坏;2、包装机的充填电机出现故障;3、包装机的控制板出现故障;4、包装机的充填接近开关位置调整有误。充填电机故障解决方法:1、当包装机的驱动器损坏时,需要更换驱动器。2、当包装机的充填电机出现故障时,需要更换充填电机。3、当包装机的控制板出现故障时,需要更换控制板。4、当包装机的充填接近开关位置调整有误时,需要调整好充填接近开关位置。停用保养,是指在包装设备因季节因素(如冬休期)等需要停用一段时间时应做好清洁、配套、防腐等工作。贵州机制砂包装机报价
包装机的供纸电机不能正常运转供纸电机故障原因:包装机的启动电容出现故障。北京机制砂包装机保养
包装机常见故障的解决办法,到包装机平台上去打开秤投料斗的侧面箱板,查看是否有气缸的气源管及其接头损 坏,一般时候气源管损坏是能听见声音的,但是投料气缸是在一个密封的空间内工作,所以损坏后听起来不是特别明显.找到合适的气源管型号进行更换,如果是接头损坏现在更换起来就比较麻烦了,因为现在仪表也没有太多合适的备品备件,所以有些时候是需要我们自己去想办法解决的.可能这个时候的料有些过潮,在秤斗进行投料的时候不能把料彻底的投干净,而导 致秤斗挂料,这个时候秤的示数就会有负数了.首先停刮板输送,关秤,再把秤所要包装重量的设置值调小,例如在20公斤以下都可以,然后开秤进行下料,直到把缓冲料斗里的余料下完为止.如果实在不能下料就要打开秤的上盖去挖料了.曾经有过这种情况,就是在A,B秤同时下料的情况下,会影响到其中某个秤的下料 准度.这就要把下料不准确的那个秤细加料调高,自然会解决这种情况,现在我们只能正常开A秤,下次检修会对B进行维修,这样我们就又能看到两个秤一起开的壮观场面了.北京机制砂包装机保养
上一篇: 黑龙江机制砂烘干机设计
下一篇: 云南腻子粉包装机案例