吉林压铸机液压夹具安装
快速换模系统在注塑机中起到了重要作用,它能够提高生产效率和工作精度。为了避免液压系统泄漏造成污染,需要采取以下措施:1.液压系统设计:在设计液压系统时,应选择质量可靠的液压元件和密封件,确保其具有良好的密封性能。合理布置管路和连接件,减少泄漏的可能性。2.密封件选择:选择高质量的密封件,如O型圈、密封垫等,确保其材质和尺寸符合要求。密封件的选择应根据工作压力、温度和介质等因素进行合理匹配。3.密封件安装:在安装密封件时,应注意正确的安装方法和顺序。确保密封件与连接件之间有适当的预紧力,以保证密封效果。液压夹具和磁力模板相比哪个更好?吉林压铸机液压夹具安装

快速换模系统是一种常用于注塑机、压铸机等设备中的一种技术,它可以快速更换模具,提高生产效率。然而,由于液压系统在快速换模系统中起到了至关重要的作用,如果液压系统漏油,可能会对环境造成一定的影响。为了避免这种情况发生,可以采取以下几个措施:1.定期检查和维护液压系统:定期检查液压系统的密封件、管路和接头等部件,确保其完好无损,没有漏油现象。同时,定期更换液压油,保持液压系统的正常工作状态。2.加强液压系统的密封性:在设计和安装液压系统时,应选择高质量的密封件,并确保其正确安装。此外,还可以采用双重密封、密封垫片等方式,增加液压系统的密封性,减少漏油的可能性。四川冲床液压夹具推荐厂家快速换模系统中如何避免液压压力不稳定导致的问题?
要优化液压夹具快速换模系统的换模速度,可以采取以下措施:优化夹具设计:设计轻量化、结构简单的夹具,减少惯性和摩擦,提高换模速度。优化液压系统:采用高效的液压执行器、优化管路设计,减少液压系统的响应时间,提高换模速度。采用快速连接装置:使用快速连接装置,如快速接头和快速插销,简化夹具的安装和拆卸过程,缩短换模时间。自动化控制:引入自动化控制系统,通过PLC编程实现夹具的自动换模过程,提高换模速度并减少人为操作时间。预热和预冷:在需要频繁换模的情况下,可以通过预热或预冷的方式提前准备夹具,减少换模时间。持续改进:定期对液压夹具快速换模系统进行性能分析和改进,不断优化系统结构和工艺,提高换模效率。通过以上措施的综合应用,可以有效优化液压夹具快速换模系统的换模速度,提高生产效率,降低生产成本,并提升生产线的灵活性和竞争力。
液压夹具快速换模系统的设计中,考虑系统的稳定性是非常重要的,因为稳定的系统可以确保生产过程的安全和高效。以下是设计液压夹具快速换模系统时需要考虑的稳定性因素:1.结构设计:在液压夹具的结构设计中,需要考虑系统的刚性和稳定性。合理选择材料和结构形式,确保夹具在工作过程中不会发生变形或振动,保持稳定的工作状态。2.动力系统:液压夹具快速换模系统的动力来源是液压系统,因此需要确保液压系统的稳定性。选择合适的液压泵和电机,保证系统能够提供足够的动力,并且能够稳定地输出所需的压力和流量。快速换模系统中如何避免因为液压系统阻力过大而影响工作效率?
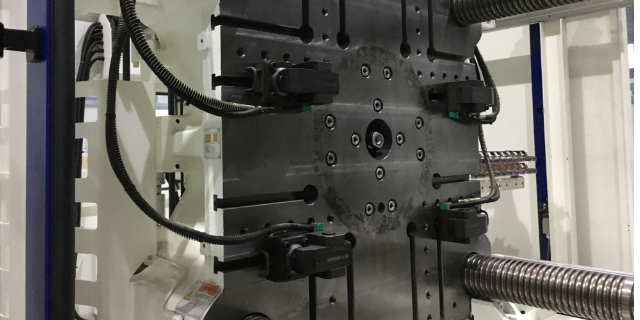
液压夹具快速换模系统是一种用于工业生产中的设备,主要用于在机械加工过程中快速更换模具。它通过利用液压系统的力量,实现夹具的快速锁定和解锁,从而实现模具的快速更换。液压夹具快速换模系统通常由夹具本体、液压缸、液压泵站和控制系统等组成。夹具本体是用于固定模具的部分,通常由夹具座、夹具板和夹具螺栓等组成。液压缸是夹具系统的动力源,通过液压油的压力产生夹紧力,使夹具能够牢固地夹住模具。液压泵站则提供液压油的压力和流量,以满足夹具系统的工作需求。控制系统则用于控制夹具的开合和锁紧解锁等操作。液压夹具的质保期一般多长时间?湖北压铸机液压夹具安装
液压夹具的保养技巧有哪些?吉林压铸机液压夹具安装
在快速换模系统中实现快速夹具的自动控制通常涉及以下步骤和技术:传感器检测:通过安装在夹具上的传感器,检测工件的位置、尺寸和夹具的状态,实时反馈给控制系统。PLC控制系统:使用可编程逻辑控制器(PLC)作为控制中心,根据传感器反馈的信息,编写程序实现夹具的自动控制。气动或液压执行器:通过气动或液压执行器实现夹具的自动夹紧和松开,控制夹具的动作。控制算法:设计合适的控制算法,根据传感器反馈的信息和设定的参数,实现夹具的自动控制,确保夹具动作的准确性和稳定性。人机界面:通过人机界面(HMI)实时监控夹具的状态和控制参数,方便操作人员进行监控和调整。安全保护:设置安全保护装置,如紧急停机按钮、过载保护等,确保夹具的自动控制过程安全可靠。吉林压铸机液压夹具安装
上一篇: 加工中心注塑机快换顶杆价格合理
下一篇: 购买流体集成快插模块调试