贵州压铸机液压夹具优势
在设计液压夹具快速换模系统时,需要考虑系统的适用性,确保系统能够满足不同生产需求和工艺要求。以下是设计中考虑系统适用性的几个关键方面:灵活性和通用性:设计系统时应考虑灵活性和通用性,使其能够适用于不同类型和规格的夹具,以满足生产线上不同产品的生产需求。易于调整和定制:系统设计应考虑易于调整和定制,可以根据不同工件的尺寸、形状和加工要求进行调整,实现快速、灵活的换模操作。安全性和稳定性:系统设计中必须考虑安全性和稳定性,确保系统在操作过程中稳定可靠,避免因为系统失控而导致生产事故。自动化程度:考虑系统的自动化程度,尽可能实现自动化操作,减少人为干预,提高生产效率和一致性。兼容性和集成性:系统设计应考虑与其他生产设备的兼容性和集成性,确保系统能够与现有生产线无缝衔接,提高生产线整体效率。成本效益:设计时需考虑成本效益,综合考虑系统的性能、质量和价格,使系统在满足需求的同时具有较高的性价比。液压夹具加持力度会减弱吗?贵州压铸机液压夹具优势
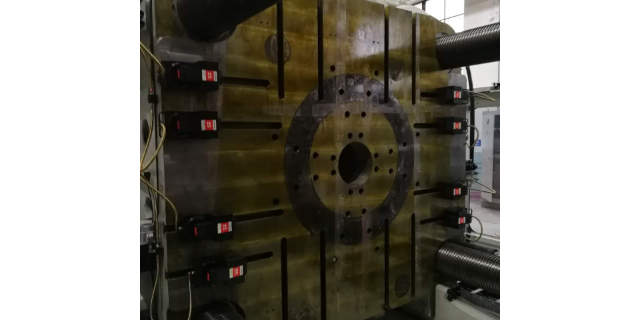
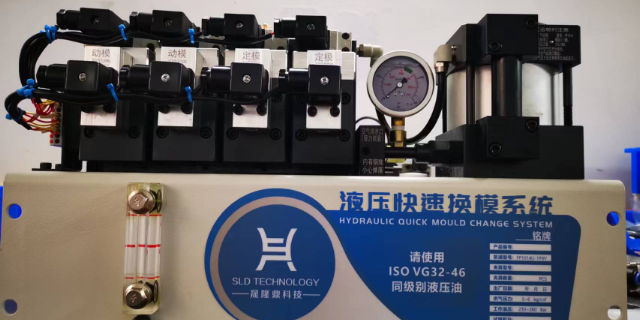
液压夹具快速换模系统是一种用于工业生产中的设备,主要用于在机械加工过程中快速更换模具。它通过利用液压系统的力量,实现夹具的快速锁定和解锁,从而实现模具的快速更换。液压夹具快速换模系统通常由夹具本体、液压缸、液压泵站和控制系统等组成。夹具本体是用于固定模具的部分,通常由夹具座、夹具板和夹具螺栓等组成。液压缸是夹具系统的动力源,通过液压油的压力产生夹紧力,使夹具能够牢固地夹住模具。液压泵站则提供液压油的压力和流量,以满足夹具系统的工作需求。控制系统则用于控制夹具的开合和锁紧解锁等操作。本地液压夹具优势液压夹具有哪些优势和不足?
在快速换模系统中,为了避免液压系统阻力过大而影响工作效率,可以采取以下措施:合理设计液压管路:确保液压管路设计合理,避免过长、过细或过多的管路,以减小液压系统的阻力,提高工作效率。选择合适的液压元件:选择合适的液压泵、阀门和执行元件,保证其性能匹配并且符合系统需求,避免因为元件选择不当导致阻力增大。定期维护和保养:定期对液压系统进行维护和保养,保持液压油的清洁度和正常工作状态,防止因为油品污染或泄漏导致系统阻力增大。优化系统控制:采用先进的液压系统控制技术,如比例控制、自适应控制等,优化系统的工作状态,减小系统阻力,提高工作效率。监测系统参数:实时监测液压系统的压力、流量、温度等参数,及时发现系统阻力异常情况,采取措施进行调整和处理,确保系统正常工作。提高系统的可靠性:设计系统时考虑到可靠性和稳定性,避免故障和漏油现象,确保液压系统长时间稳定运行,减小阻力对工作效率的影响。通过以上措施的综合应用,可以有效避免液压系统阻力过大而影响快速换模系统的工作效率,提高生产效率和系统稳定性。
快速换模系统在注塑机中起到了重要作用,它能够提高生产效率和工作精度。为了避免液压系统泄漏造成污染,需要采取以下措施:1.液压系统设计:在设计液压系统时,应选择质量可靠的液压元件和密封件,确保其具有良好的密封性能。合理布置管路和连接件,减少泄漏的可能性。2.密封件选择:选择高质量的密封件,如O型圈、密封垫等,确保其材质和尺寸符合要求。密封件的选择应根据工作压力、温度和介质等因素进行合理匹配。3.密封件安装:在安装密封件时,应注意正确的安装方法和顺序。确保密封件与连接件之间有适当的预紧力,以保证密封效果。一个月可以学会压夜夹具的安装维修。

在液压夹具快速换模系统的设计中,考虑系统的扩展性是非常重要的,可以通过以下方式实现:模块化设计:采用模块化设计原则,将液压夹具系统划分为多个单独的模块,每个模块都具有明确定义的功能和接口,方便根据需要进行扩展或替换。标准化接口:设计标准化的接口和连接方式,确保新添加的组件或模块可以方便地与现有系统进行连接和集成,降低扩展时的成本和风险。留有冗余空间:在系统设计时留有一定的冗余空间和资源,如预留未使用的接口、管路和电气连接点,以便未来扩展时可以方便地接入新的设备或功能。采用通用部件:选择通用的液压元件和控制器件,确保新扩展的部件可以与现有系统兼容,减少集成和调试的困难度。考虑未来需求:在设计时考虑未来可能的需求和扩展方向,如增加工件类型、提高生产效率等,确保系统具有足够的灵活性和适应性。定期更新技术:密切关注液压夹具系统的新技术发展,定期更新系统的硬件和软件,以满足不断变化的生产需求和市场竞争。通过以上措施的综合考虑和应用,可以有效提高液压夹具快速换模系统的扩展性,使系统能够灵活应对未来的需求变化和扩展要求。液压夹具的质保期一般多长时间?新疆加工中心液压夹具推荐厂家
液压夹具使用后让车间更干净整洁。贵州压铸机液压夹具优势
在快速换模系统中实现快速夹具的自动控制通常涉及以下步骤和技术:传感器检测:通过安装在夹具上的传感器,检测工件的位置、尺寸和夹具的状态,实时反馈给控制系统。PLC控制系统:使用可编程逻辑控制器(PLC)作为控制中心,根据传感器反馈的信息,编写程序实现夹具的自动控制。气动或液压执行器:通过气动或液压执行器实现夹具的自动夹紧和松开,控制夹具的动作。控制算法:设计合适的控制算法,根据传感器反馈的信息和设定的参数,实现夹具的自动控制,确保夹具动作的准确性和稳定性。人机界面:通过人机界面(HMI)实时监控夹具的状态和控制参数,方便操作人员进行监控和调整。安全保护:设置安全保护装置,如紧急停机按钮、过载保护等,确保夹具的自动控制过程安全可靠。贵州压铸机液压夹具优势
上一篇: 陕西冲床液压夹具维修
下一篇: 吉林冲床液压夹具安装