厦门立绕线圈
术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,*是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“***”、“第二”*用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“***”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。一方面,本发明实施例提供了一种无线充电线圈的制备方法,包括如下步骤:s01:提供铜箔;s02:在所述铜箔的一表面制备衬底,在所述铜箔的另一表面制备图案,形成铜线圈层,所述铜线圈层形成有内焊盘和外焊盘;s03:在所述铜线圈层背离所述衬底的表面制备***绝缘层;s04:去除所述衬底,然后在已去除所述衬底的铜线圈层表面制备第二绝缘层,且露出所述外焊盘;s05:在所述铜线圈层的内焊盘上焊接导电铜胶带本发明实施例提供的无线充电线圈的制备方法,是一种工艺简单、成本低的制备方法,该制备方法中,先通过铜箔制备铜线圈层。光伏扁平线圈通常由铜线或铝线制成,线圈的形状和尺寸根据实际需要而异。厦门立绕线圈

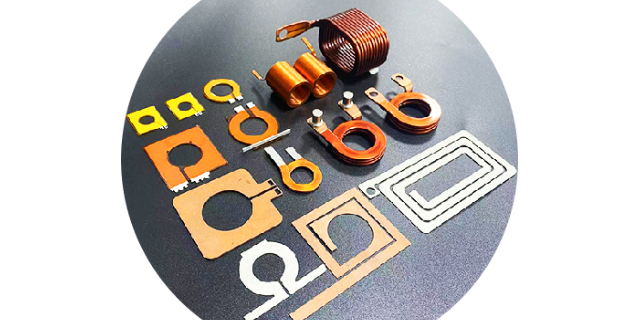
如果太厚只会增加无线充电线圈的整体厚度,如果太薄,则电阻过高,因此该范围内的效果**佳。通过在内焊盘连接线圈中心部位,与线圈外焊盘形成+/-两极,对电池模块提供电压/电流;对于外焊盘是否引出导线与被充电池模块设计结构和位置有关,若与电池距离较远外焊盘需要导线连接,当然也可以直接通过弹簧片压合接触电池模块,因此外焊盘的导线可设可不设。对于上述步骤s04和步骤s05的顺序可以倒过来,即先进行步骤s05再进行步骤s04,这样的方法也能制成本发明实施例的无线充电线圈,也在本实施例的保护范围内,另一方面,本发明实施例还提供了一种无线充电线圈,该无线充电线圈的结构如图1(e)所示,所述无线充电线圈包括铜线圈层1和分别设置在所述铜线圈层1两表面的***绝缘层3和第二绝缘层4;所述铜线圈层1设有內焊盘11和外焊盘12,所述外焊盘12外露,且所述內焊盘11上焊接有导电铜胶带5。本发明实施例提供的无线充电线圈包括铜线圈层1和分别设置在所述铜线圈层1两表面的***绝缘层3和第二绝缘层4,这样的无线充电线圈结构简单,只需一层线圈结构就可以达到实际需求的内阻值,从而达到提高充电效率的效果,可以放入手机等小型移动装置内,具有广泛的应用价值。渝中区变压器线圈立绕线圈的特点是具有较高的自感值和较低的互感值。

电机线圈用于多种各样的应用,包括例如硬盘驱动器和光刻工具。通常,电机线圈包括致动器线圈,该致动器线圈包含电线的许多绕组和磁性装置。磁性装置可以包括一个或更多个永磁体。流过致动器线圈的电流产生电磁场,该电磁场与从磁性装置产生的磁场相互作用,从而在致动器线圈上施加力。该力导致致动器线圈移动。在替代例中,当在磁性装置和致动器线圈之间建立电磁场时,磁性装置能够移动,而致动器线圈保持静止。驱动器线圈的移动能够通过调整流过致动器线圈的电流来控制,在这种状况下,致动器线圈上的力与电流成比例。为了增加力,电流也必须被增加。然而,随着电流增加,由于电能作为致动器线圈内的热能而耗散,致动器线圈的工作温度也增加。致动器线圈的电阻继而增加,并且流过致动器线圈的电流的幅值受到限制,由此不利地影响了电机线圈的性能。对于需要快速移动的电机线圈的应用,一种常见的解决方案是使用传热元件。传热元件可以被放置在致动器线圈的顶表面、底表面和侧表面上,并且被配置为冷却线圈的外层。然而,这些传热设计不能有效地将热量从线圈的内层传递出去,在线圈的内层中,线圈的温度可能是**高的。因此,需要能够提供有助于控制热量产生和散热的线圈设计。
即相邻铜线间的间隙)更均匀,此外采用螺旋线加工的方式热量累积少、效率更高。采用本发明的方法,可加工出缝宽精度为。进一步地,为了防止加工完成的充电线圈受力变形,导致线圈部分地方相连而影响充电效率,可以在加工过程中,采用治具对铜箔/充电线圈进行固定。具体的,可以在治具上设置若干通向治具的上表面(铜箔的承载面)的吸附孔,通过对吸附孔抽气实现对铜箔/充电线圈的固定。还可以在治具的上表面上设置螺旋线槽,螺旋线槽正对螺旋切割线2,较佳的是,螺旋线槽的宽度略大于螺旋切割线的线宽,例如,螺旋线槽的宽度为(d+)mm,其中,d为螺旋切割线的线宽。基于上述实施方式,一种更为详细的充电线圈加工方法包括如下步骤:(1)导入螺旋切割线图档至精密激光标记设备中,并且将激光的螺旋线行进轨迹设置为螺旋圆,螺旋圆直径为d+,其中“d”为线圈缝宽,可以确保减少毛刺。对精密激光标记设备的加工参数进行设置,具体设置如下:表1精密激光标记设备的加工参数设置实例(2)将治具安装在加工平台上,然后将冲压好的铜箔放置于治具上,打开吸附装置,使治具的吸附孔将铜箔吸附固定。(3)开启激光设备,调整激光焦距到合适位置,并进行激光切割。其中。铝线圈的使用寿命较长,可在各种恶劣环境下稳定工作,是电子行业中不可或缺的重要元器件之一。
激光器采用波长为355nm的紫外纳秒激光器,激光器**大功率为40w,激光标记范围100mm*100mm。此激光器作用原理为多次重复作用在金属表面,使金属依次剥离,**后达到切割目的。该激光器尺寸精度高,热影响区小。本实施例中,激光在激光焦点处与纯铜发生作用,以螺旋圆运动轨迹沿着螺旋切割线将铜箔切割成螺旋状铜线。表2铜箔规格与对应的加工效果数据铜箔厚度(mm)线圈缝宽(mm)(4)切割后线圈平铺在吸附冶具表面不会发生变形,连同冶具一并取出,依次经过超声波处理-烘干-烤漆绝缘-烘干-叠放后-覆成品包装膜,加工完成。基于上述方法加工的充电线圈,本发明还提供了一种无线充电装置,本发明的无线充电装置充电转化效率高。尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型,这些均应包含在本发明的保护范围之内。光伏扁平线圈的工作原理是通过绕制线圈的电流产生磁场,再由磁场感应出电压。肇庆大功率线圈
无线充线圈是一种用于无线充电技术的关键组件,它可以将电能转化为磁场,通过空气传输能量。厦门立绕线圈
大部分光束在第二部分中被朝向扫描仪215引导。例如,束分离装置260将光束210的一部分(例如1-2%)引导至量测系统270。束分离装置260能够是例如分束器。扫描仪215包括具有例如一个或更多个聚光透镜、掩模、掩模版和物镜布置的光学布置。掩模可沿一个或更多个方向移动,诸如沿光束210的光轴或在垂直于光轴的平面上。物镜布置包括投影透镜,并使得能够发生图像从掩模转印到晶片220上的光致抗蚀剂。照射器系统调整射到掩模上的光束210的角度范围。照射器系统还使横跨掩模的光束210的强度分布均匀化(使得均匀)。除其它特征部外,扫描仪215能够包括光刻控制器240、空调装置和用于各种电气部件的电源。光刻控制器240控制如何在晶片220上印制多个层。光刻控制器240包括存储器242,该存储器242储存诸如过程选配方案的信息,并且还可以储存关于可以使用或推荐如下文更***地描述的重复率的信息。晶片220被光束210照射。处理程序或选配方案确定晶片120上的曝光长度,所用的掩模以及影响曝光的其它因素。在光刻期间,光束110的多个脉冲照射晶片220的同一区域以构成照射剂量。照射同一区域的光束210的脉冲数n能够被称为曝光窗口或狭缝。厦门立绕线圈
上一篇: 无锡扁平线圈电话
下一篇: 九龙坡区五金冲压加工