宜春大功率线圈加工
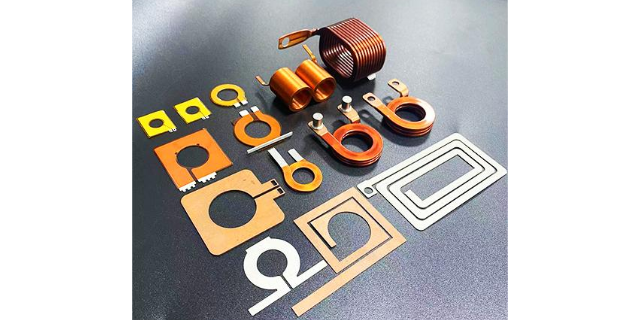
即相邻铜线间的间隙)更均匀,此外采用螺旋线加工的方式热量累积少、效率更高。采用本发明的方法,可加工出缝宽精度为。进一步地,为了防止加工完成的充电线圈受力变形,导致线圈部分地方相连而影响充电效率,可以在加工过程中,采用治具对铜箔/充电线圈进行固定。具体的,可以在治具上设置若干通向治具的上表面(铜箔的承载面)的吸附孔,通过对吸附孔抽气实现对铜箔/充电线圈的固定。还可以在治具的上表面上设置螺旋线槽,螺旋线槽正对螺旋切割线2,较佳的是,螺旋线槽的宽度略大于螺旋切割线的线宽,例如,螺旋线槽的宽度为(d+)mm,其中,d为螺旋切割线的线宽。基于上述实施方式,一种更为详细的充电线圈加工方法包括如下步骤:(1)导入螺旋切割线图档至精密激光标记设备中,并且将激光的螺旋线行进轨迹设置为螺旋圆,螺旋圆直径为d+,其中“d”为线圈缝宽,可以确保减少毛刺。对精密激光标记设备的加工参数进行设置,具体设置如下:表1精密激光标记设备的加工参数设置实例(2)将治具安装在加工平台上,然后将冲压好的铜箔放置于治具上,打开吸附装置,使治具的吸附孔将铜箔吸附固定。(3)开启激光设备,调整激光焦距到合适位置,并进行激光切割。其中。跑道型扁平线圈由扁平的铜线或铝线绕制而成,线圈的匝数和尺寸可以根据实际应用需要进行调整。宜春大功率线圈加工

如此可以更好地使材料填充在线圈空隙内,排出空气和水分。对于贴上的***绝缘层3,可以露出或不露出内pad即内焊盘11(内焊盘的导线可从正面引出,也可以从背面引出)。在步骤s04中,如图1(d)所示,去除衬底2,然后在已去除衬底2的铜线圈层1表面制备第二绝缘层4,且露出外焊盘12。因为衬底2的材料为可溶材料或可熔材料,以剥离方式在去除衬底2时,要求剥离环境不影响铜线圈层1和***绝缘层3;且由于铜线圈层1贴附在***绝缘层3上,当衬底材料的移除时,铜线圈层1的结构不会发生位移变化。本发明实施例中,第二绝缘层的制备具体过程可以为:当所述第二绝缘层为绝缘膜,在已去除所述衬底的铜线圈层表面,真空条件下贴上第二绝缘层;或者,当所述第二绝缘层为绝缘油墨层时,在已去除所述衬底的铜线圈层表面,以印刷方式涂覆第二绝缘层。在已去除衬底2的铜线圈层1表面,真空条件下贴上第二绝缘层;真空条件可以更好地使材料填充在线圈空隙内,以排出空气和水分,此时第二绝缘层的厚度为2-5μm,当所述第二绝缘层为绝缘膜时,所述第二绝缘层选自pe膜、pet膜、pi膜、pc膜、pp膜、pvdf膜、ptfe膜、玻璃膜和陶瓷膜中的至少一种,或者,当所述第二绝缘层为绝缘油墨层时。宜春大功率线圈加工耐高温线圈的应用领域不断扩大,其制造技术和性能也在不断提高。
需要横向夹板边,在其双面涂布湿膜后烘干处理;步骤4:采用半自动曝光机生产,架设上下菲林时对准度参数调整到+/,对位精度偏差大时会导致蚀刻出的线边缘不平齐,从而会影响线宽;步骤5:常规参数显影后再采用特殊蚀刻参数(蚀刻速度降低到,蚀刻后大板如图4示),调整到极终线宽和线边缘均符合要求,因铜板比常规板表面铜厚要厚的多,且要将非保留区蚀刻穿,故蚀刻速度就是关键影响参数,蚀刻后要确认图2示各段线宽是否符合要求;步骤6:手工分板,将pcs之间的连接铜线(如图5)切断形成出货单元板(成品单pcs图片如图3),剪切过程中不要伤及单元,边要平齐,再经fqc检验和fqa抽检合格后即可进行包装出货;由此可见,本发明通过运用pcb的部分制程来生产,采用湿膜覆盖住所要铜线,用化学蚀刻方式去除多余部分铜来形成360度旋转排列的单根铜线(如图6),生产效率高,成本相对激光加工低,成品各项参数完全满足客户要求。在以上的描述中阐述了很多具体细节以便于充分理解本发明。但是以上描述只是本发明的较佳实施例而已,本发明能够以很多不同于在此描述的其它方式来实施,因此本发明不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本发明技术方案范围情况下。
即相邻铜线间的间隙)更均匀,此外采用螺旋线加工的方式热量累积少、效率更高。采用本发明的方法,可加工出缝宽精度为。进一步地,为了防止加工完成的充电线圈受力变形,导致线圈部分地方相连而影响充电效率,可以在加工过程中,采用治具对铜箔/充电线圈进行固定。具体的,可以在治具上设置若干通向治具的上表面(铜箔的承载面)的吸附孔,通过对吸附孔抽气实现对铜箔/充电线圈的固定。还可以在治具的上表面上设置螺旋线槽,螺旋线槽正对螺旋切割线2,较佳的是,螺旋线槽的宽度略大于螺旋切割线的线宽,例如,螺旋线槽的宽度为(d+)mm,其中,d为螺旋切割线的线宽。基于上述实施方式,一种更为详细的充电线圈加工方法包括如下步骤:(1)导入螺旋切割线图档至精密激光标记设备中,并且将激光的螺旋线行进轨迹设置为螺旋圆,螺旋圆直径为d+,其中“d”为线圈缝宽,可以确保减少毛刺。对精密激光标记设备的加工参数进行设置,具体设置如下:表1精密激光标记设备的加工参数设置实例(2)将治具安装在加工平台上,然后将冲压好的铜箔放置于治具上,打开吸附装置,使治具的吸附孔将铜箔吸附固定。(3)开启激光设备,调整激光焦距到合适位置,并进行激光切割。其中。光伏扁平线圈的工作原理是通过绕制线圈的电流产生磁场,再由磁场感应出电压。

本发明属于无线充电技术领域:,尤其涉及一种充电线圈加工方法及无线充电装置。背景技术::随着无线充电行业的快速发展,其快速便捷的充电方式越来越受到广大消费者的认可,包括常见的家用电器,电动工具,办公电器等都可采用无线充电技术。无线充电器的转化率,主要由内部的充电线圈加工精度决定。现有的一种无线充电线圈加工方法是通过激光将铜箔切割成螺旋线状,整个过程激光是沿着线条路径进行切割。由于激光的线偏性,在切割过程中不同地方铜箔反射的能量大小不同,导致切割出的线圈缝宽大小不一,精度较差,影响了无线充电器的转化率。因此,现有技术还有待发展。技术实现要素:本发明所要解决的技术问题在于提供一种充电线圈加工方法及无线充电装置,旨在解决现有的线圈加工方法复杂且容易导致线圈变形,降低了线圈精度,**终导致线圈充电效率不高的问题。为解决上述技术问题,本发明是这样实现的,一种充电线圈加工方法,包括步骤:采用激光沿着螺旋切割线将铜箔切割成螺旋状铜线;其中,切割过程中,所述激光以螺旋线行进轨迹沿着所述螺旋切割线运动。进一步地,所述螺旋线行进轨迹为螺旋圆或螺旋椭圆。进一步地,所述螺旋圆的直径大于等于(d+)mm,其中。光伏扁平线圈是一种专门用于光伏发电系统的线圈。惠州变压器线圈报价
无线充线圈的尺寸和匝数可以根据不同的应用场景和设备需求进行调整,以满足各种设备的充电需求。宜春大功率线圈加工
光刻系统200包括照射系统230。照射系统230包括光源205,光源205产生脉冲光束210,并将脉冲光束210引导至对晶片220上的微电子特征进行图案化的光刻曝光设备或扫描仪215。晶片220放置在晶片台222上,晶片台222构造成保持晶片220并连接到定位器,该定位器配置成根据某些参数准确地定位晶片220。光束210也被引导通过束准备系统212,束准备系统212能够包括修改光束210的多个方面的光学元件。例如,束准备系统212能够包括反射或折射光学元件、光脉冲展宽器和光学光阑(包括自动遮蔽件)。光谱特征选择系统250基于控制系统185的输入来微调光源205的光谱输出。光刻系统200使用具有例如在深紫外线(duv)范围或极紫外线(euv)范围内的波长的光束210。光刻系统100还包括测量(或量测)系统270和控制系统185。量测系统270测量光束的一个或更多个光谱特征(诸如带宽和/或波长)。量测系统270推荐地包括多个传感器。量测系统270接收被从束分离装置260改变方向的光束210的一部分,所述束分离装置260放置在光源205和扫描仪215之间的路径中。束分离装置260将光束210的***部分引导至量测系统270中,将光束210的第二部分朝向扫描仪215引导。在一些实施方式中。宜春大功率线圈加工
上一篇: 河源线圈电话
下一篇: 汕头汽车零件冲压电话