广西大功率线圈质量优秀
无线充电技术将加快普及速度,逐步从智能手机向平板电脑、笔记本电脑、可穿戴智能硬件、医疗设备等多方面渗透,带动行业整体发展。在无线充电技术的推动之下,电子线圈行业的发展会更加迅速,在电子科技的投入也会越来越多,未来几年市场上的线圈应用领域也会越来越来越***,也将成为电子科技持续发展的主流趋势。而且随着无线电技术的不断进步,世界各主要国家均意识到无线电技术对于整个产业的支撑地位,特别是为了应对国际金融危机,它们纷纷调整电子技术政策,竞相发展高科技无线充电器线圈,以促进产业和国民经济的发展。以东莞为例,线圈产业是东莞的重要支柱产业之一,由于无线充电器线圈在电子行业的战略地位,东莞也从多方面进行了大力扶持。该城市非常重视无线充电器线圈的先进实用性,各种功能部件在质量、性能上居世界前列。线圈生产制造业的另一个重要特点就是中小企业集中,对此,中国**采取一系列措施鼓励中小企业积极进行研发和创新活动,提高竞争力。如覆盖范围极广的中小企业创新重点项目(ZIM)、为企业创新计划提供长期低息的ERP项目等。国产扁平线圈迅速崛起近年来,我国线圈行业取得许多进步,经济规模实现“由小到大”的迅猛增长。立绕线圈是一种电感元件,由绕制在磁芯上的导线组成。广西大功率线圈质量优秀

即相邻铜线间的间隙)更均匀,此外采用螺旋线加工的方式热量累积少、效率更高。采用本发明的方法,可加工出缝宽精度为。进一步地,为了防止加工完成的充电线圈受力变形,导致线圈部分地方相连而影响充电效率,可以在加工过程中,采用治具对铜箔/充电线圈进行固定。具体的,可以在治具上设置若干通向治具的上表面(铜箔的承载面)的吸附孔,通过对吸附孔抽气实现对铜箔/充电线圈的固定。还可以在治具的上表面上设置螺旋线槽,螺旋线槽正对螺旋切割线2,较佳的是,螺旋线槽的宽度略大于螺旋切割线的线宽,例如,螺旋线槽的宽度为(d+)mm,其中,d为螺旋切割线的线宽。基于上述实施方式,一种更为详细的充电线圈加工方法包括如下步骤:(1)导入螺旋切割线图档至精密激光标记设备中,并且将激光的螺旋线行进轨迹设置为螺旋圆,螺旋圆直径为d+,其中“d”为线圈缝宽,可以确保减少毛刺。对精密激光标记设备的加工参数进行设置,具体设置如下:表1精密激光标记设备的加工参数设置实例(2)将治具安装在加工平台上,然后将冲压好的铜箔放置于治具上,打开吸附装置,使治具的吸附孔将铜箔吸附固定。(3)开启激光设备,调整激光焦距到合适位置,并进行激光切割。其中。宜宾线圈定制立绕扁平线圈的匝数和线径可以根据实际应用需要进行调整,以实现不同的电感和电阻等性能参数。
具有广泛的应用价值。附图说明为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图**是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。图1为本发明中无线充电线圈制作的流程示意图;其中,图中各附图标记:01-铜箔;1-铜线圈层;11-内焊盘;12-外焊盘;2-衬底;3-***绝缘层;4-第二绝缘层;5-导电铜胶带。具体实施方式为了使本发明要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例**用以解释本发明,并不用于限定本发明。需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。需要理解的是。
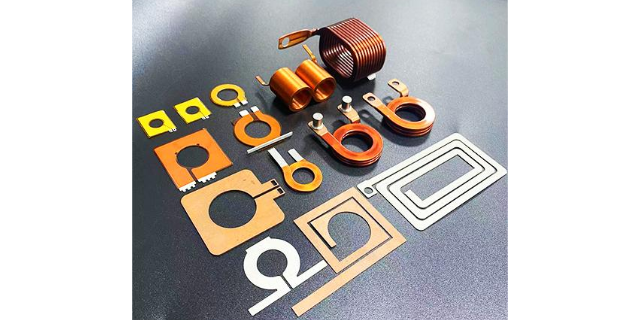
而本发明实施例的单层线圈结构的无线充电线圈的制备,就是在一层铜箔上展开。该铜箔01的厚度为60-150μm,可推荐110-130μm,更推荐120-130μm,这样可以产生实际需要的内阻值。在步骤s02中,如图1(b)所示,在铜箔01的一表面制备衬底2,在铜箔01的另一表面制备图案,即将铜箔01形成于衬底2上,然后在铜箔01背离衬底2的表面雕刻图案使铜箔01形成铜线圈层1,所述铜线圈层1形成有内焊盘11和外焊盘12;铜线圈层1的内焊盘11和外焊盘12俯视图如图1(b)’所示。内焊盘11可以简称内pad,外焊盘12可以简称外pad,焊盘是可以用焊接或者简单接触的方式实现与外部其他电路连接的接触区,由于需要操作,所以有一定的操作面积,易于接触导通。上述步骤中,衬底2的材料采用可溶材料或可熔材料,如选自蜡、碱溶性树脂和水溶性树脂中的至少一种。对于石蜡,可在100℃以下完全融化,并有较低的粘度;对于碱溶性树脂,选自含有羧基或磺酸基的树脂,如酯化或酰胺化的聚苯丁树脂,或uv(紫外光固化)油墨;对于水溶性树脂,可以选自rinseout树脂,从环循利用和成本考虑,本发明实施例的衬底材料推荐可熔材料如石蜡。在铜箔01的一表面制备衬底2的方法,可以为高温热压衬底。耐高温线圈广泛应用于各种高温环境中,用于实现电能传输和信号传输等功能。

polypropylene,聚丙烯)膜、pvdf(poly(vinylidenefluoride),聚偏氟乙烯)膜、ptfe(polytetrafluoroethylene,聚四氟乙烯)膜,以及玻璃膜和陶瓷膜等各类绝缘膜材,上述材料可以保证电绝缘性和机械强度。进一步地,在所述铜线圈层背离所述衬底的表面制备***绝缘层的步骤包括:利用双组份胶在所述铜线圈层背离所述衬底的一面贴上***绝缘层;或者,采用热贴合方式在所述铜线圈层背离所述衬底的一面贴上***绝缘层,且所述热贴合的温度小于或等于所述衬底的材料的tg。对于贴合过程,可采用常温胶粘或热贴合,本发明一实施例中,如图1(c)所示,利用双组份胶在所述铜线圈层1背离所述衬底2的一面贴上***绝缘层3,双组份胶采用常温胶粘方式可以实现,如常温固化的环氧树脂类、聚氨酯类或丙烯酸类的双组份胶。本发明另一实施例中,推荐采用热贴合方式在铜线圈层1背离衬底2的一面贴上***绝缘层3,且热贴合的温度小于或等于所述衬底2的材料的tg(玻璃化温度),例如石蜡的t**为65℃,碱溶树脂的t**可以在40-200℃之间可选择性广,如热固丙烯酸类树脂,此时的热贴合的温度小于上述衬底材料的t**。进一步地,在真空条件下,采用热贴合方式在铜线圈层1背离所述衬底2的一面贴上***绝缘层3。车载线圈是一种用于车载电子设备的组件,用于在汽车引擎点火、信号发送和接收等方面发挥关键作用。广西大功率线圈质量优秀
随着汽车技术的发展,车载线圈也在不断改进和创新,以适应更高效、节能、环保的汽车电子系统的发展需求。广西大功率线圈质量优秀
即相邻铜线间的间隙)更均匀,此外采用螺旋线加工的方式热量累积少、效率更高。采用本发明的方法,可加工出缝宽精度为。进一步地,为了防止加工完成的充电线圈受力变形,导致线圈部分地方相连而影响充电效率,可以在加工过程中,采用治具对铜箔/充电线圈进行固定。具体的,可以在治具上设置若干通向治具的上表面(铜箔的承载面)的吸附孔,通过对吸附孔抽气实现对铜箔/充电线圈的固定。还可以在治具的上表面上设置螺旋线槽,螺旋线槽正对螺旋切割线2,较佳的是,螺旋线槽的宽度略大于螺旋切割线的线宽,例如,螺旋线槽的宽度为(d+)mm,其中,d为螺旋切割线的线宽。基于上述实施方式,一种更为详细的充电线圈加工方法包括如下步骤:(1)导入螺旋切割线图档至精密激光标记设备中,并且将激光的螺旋线行进轨迹设置为螺旋圆,螺旋圆直径为d+,其中“d”为线圈缝宽,可以确保减少毛刺。对精密激光标记设备的加工参数进行设置,具体设置如下:表1精密激光标记设备的加工参数设置实例(2)将治具安装在加工平台上,然后将冲压好的铜箔放置于治具上,打开吸附装置,使治具的吸附孔将铜箔吸附固定。(3)开启激光设备,调整激光焦距到合适位置,并进行激光切割。其中。广西大功率线圈质量优秀