江门光伏线圈
光刻系统200包括照射系统230。照射系统230包括光源205,光源205产生脉冲光束210,并将脉冲光束210引导至对晶片220上的微电子特征进行图案化的光刻曝光设备或扫描仪215。晶片220放置在晶片台222上,晶片台222构造成保持晶片220并连接到定位器,该定位器配置成根据某些参数准确地定位晶片220。光束210也被引导通过束准备系统212,束准备系统212能够包括修改光束210的多个方面的光学元件。例如,束准备系统212能够包括反射或折射光学元件、光脉冲展宽器和光学光阑(包括自动遮蔽件)。光谱特征选择系统250基于控制系统185的输入来微调光源205的光谱输出。光刻系统200使用具有例如在深紫外线(duv)范围或极紫外线(euv)范围内的波长的光束210。光刻系统100还包括测量(或量测)系统270和控制系统185。量测系统270测量光束的一个或更多个光谱特征(诸如带宽和/或波长)。量测系统270推荐地包括多个传感器。量测系统270接收被从束分离装置260改变方向的光束210的一部分,所述束分离装置260放置在光源205和扫描仪215之间的路径中。束分离装置260将光束210的***部分引导至量测系统270中,将光束210的第二部分朝向扫描仪215引导。在一些实施方式中。无线充线圈通常与控制电路、保护电路和其他辅助部件一起组成完整的无线充电系统。江门光伏线圈

需要横向夹板边,在其双面涂布湿膜后烘干处理;步骤4:采用半自动曝光机生产,架设上下菲林时对准度参数调整到+/,对位精度偏差大时会导致蚀刻出的线边缘不平齐,从而会影响线宽;步骤5:常规参数显影后再采用特殊蚀刻参数(蚀刻速度降低到,蚀刻后大板如图4示),调整到极终线宽和线边缘均符合要求,因铜板比常规板表面铜厚要厚的多,且要将非保留区蚀刻穿,故蚀刻速度就是关键影响参数,蚀刻后要确认图2示各段线宽是否符合要求;步骤6:手工分板,将pcs之间的连接铜线(如图5)切断形成出货单元板(成品单pcs图片如图3),剪切过程中不要伤及单元,边要平齐,再经fqc检验和fqa抽检合格后即可进行包装出货;由此可见,本发明通过运用pcb的部分制程来生产,采用湿膜覆盖住所要铜线,用化学蚀刻方式去除多余部分铜来形成360度旋转排列的单根铜线(如图6),生产效率高,成本相对激光加工低,成品各项参数完全满足客户要求。在以上的描述中阐述了很多具体细节以便于充分理解本发明。但是以上描述只是本发明的较佳实施例而已,本发明能够以很多不同于在此描述的其它方式来实施,因此本发明不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本发明技术方案范围情况下。重庆扁平线圈立绕线圈是一种在垂直方向上绕制的线圈,它通常用于各种电子设备中,如电感器、变压器等。

d为所述螺旋切割线的线宽。进一步地,所述采用激光沿着螺旋切割线将铜箔切割成螺旋状铜线的步骤之前还包括:将所述铜箔固定于治具上。进一步地,所述治具上设置有若干通向所述治具的上表面的吸附孔。进一步地,所述治具的上表面上设有螺旋线槽,所述螺旋线槽正对所述螺旋切割线。进一步地,所述螺旋线槽的宽度大于所述螺旋切割线的线宽。进一步地,所述螺旋线槽的宽度为(d+)mm,其中,d为所述螺旋切割线的线宽。进一步地,所述激光的参数为:波长355nm,功率为40w。一种无线充电装置,包括充电线圈,所述充电线圈采用如上所述的方法制作而成。本发明与现有技术相比,有益效果在于:本发明的充电线圈加工方法中,采用螺旋线行进轨迹替代传统的线条轨迹进行激光切割加工,可以保证加工过程中线圈不同位置的反射性相同,切割出的铜线毛刺相对较少,线圈缝宽(即相邻铜线间的间隙)更均匀,此外采用螺旋线加工的方式热量累积少、效率更高。采用本发明的方法,可加工出缝宽精度为。附图说明图1是一种加工完成的螺旋状铜线的示意图。图2是图1的螺旋状铜线的局部放大示意图。图3是本发明中激光的一种螺旋线行进轨迹示意图。图4是本发明的一种充电线圈加工方法示意图。
具体实施方式为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例**用以解释本发明,并不用于限定本发明。本发明提供的一种充电线圈加工方法包括步骤:采用激光沿着螺旋切割线将铜箔切割成螺旋状铜线;其中,切割过程中,所述激光以螺旋线行进轨迹沿着所述螺旋切割线运动。为了便于理解本发明的技术方案,需要对螺旋切割线和激光的螺旋线行进轨迹分别进行解释说明。图1为加工完成的充电线圈示意图,图2为局部放大示意图,相邻铜线1之间的间隙为螺旋切割线2。图3为激光的一种螺旋线行进轨迹,图中的行进轨迹为螺旋圆,较佳地,所述螺旋圆的直径大于等于(d+)mm,其中,d为所述螺旋切割线的线宽。还可以采用螺旋椭圆或其他的平滑的螺旋线代替,激光加工前,可以根据需要在激光加工设备上对螺旋线的形状进行编程设定,本发明不作限定。本发明中激光按照螺旋线行进轨迹运动,沿着螺旋切割线2对铜箔进行切割,如图4所示,得到充电线圈。采用螺旋线行进轨迹替代传统的线条轨迹进行激光切割加工,可以保证加工过程中线圈不同位置的反射性相同,切割出的铜线毛刺相对较少,线圈缝宽。立绕扁平线圈的匝数和线径可以根据实际应用需要进行调整,以实现不同的电感和电阻等性能参数。
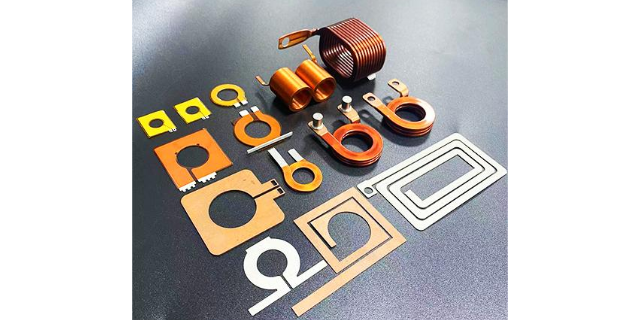
图1a是致动器的前视图。图1b是图1a的致动器的侧视图。图2是示例性电机线圈的图示。图3是沿着图2的线aa截取的图2的示例性电机线圈的横截面图。图4是根据本发明的一个方面的电机线圈的横截面图。图5是能够实施根据本发明的线圈的实施例的示例性光刻设备的图示。本发明的另外的特征和优点以及本发明的各实施例的结构和操作被参考附图在下文更详细地描述。注意到,本发明不限于本文描述的具体实施例。本文*出于图示的目的来呈现这些实施例。基于本文包含的教导,相关领域的技术人员将明白另外的实施例。具体实施方式现在参考附图描述各种实施例,其中,相同的附图标记在全文中用于表示相同的元件。在下面的描述中,出于解释的目的,阐述了许多具体细节以便促进对一个或更多个实施例的透彻理解。然而,在一些或所有的实例中可能清楚的是,可以在不采用以下描述的具体设计细节的情况下实践以下描述的任何实施例。在其它示例中,以框图形式示出了公知的结构和装置,以便于描述一个或更多个实施例。以下呈现了一个或更多个实施例的简化概述,以便提供对实施例的基本理解。这一概述不是所有设想实施例的详尽综述,且不旨在示出所有实施例的关键或重要元素。无线充线圈通常由高导磁材料和线圈结构组成,它的品质和性能直接影响到充电效率和安全性。成都变压器线圈加工
跑道型扁平线圈具有较高的电感和电阻,可以用于滤波、储能、振荡等电路中。江门光伏线圈
本发明属于无线充电技术领域:,尤其涉及一种充电线圈加工方法及无线充电装置。背景技术::随着无线充电行业的快速发展,其快速便捷的充电方式越来越受到广大消费者的认可,包括常见的家用电器,电动工具,办公电器等都可采用无线充电技术。无线充电器的转化率,主要由内部的充电线圈加工精度决定。现有的一种无线充电线圈加工方法是通过激光将铜箔切割成螺旋线状,整个过程激光是沿着线条路径进行切割。由于激光的线偏性,在切割过程中不同地方铜箔反射的能量大小不同,导致切割出的线圈缝宽大小不一,精度较差,影响了无线充电器的转化率。因此,现有技术还有待发展。技术实现要素:本发明所要解决的技术问题在于提供一种充电线圈加工方法及无线充电装置,旨在解决现有的线圈加工方法复杂且容易导致线圈变形,降低了线圈精度,**终导致线圈充电效率不高的问题。为解决上述技术问题,本发明是这样实现的,一种充电线圈加工方法,包括步骤:采用激光沿着螺旋切割线将铜箔切割成螺旋状铜线;其中,切割过程中,所述激光以螺旋线行进轨迹沿着所述螺旋切割线运动。进一步地,所述螺旋线行进轨迹为螺旋圆或螺旋椭圆。进一步地,所述螺旋圆的直径大于等于(d+)mm,其中。江门光伏线圈
上一篇: 无锡精密冲压供应
下一篇: 万州区金属冲压联系人