吉林本地SPC地板挤出生产线诚信经营
PVC地板基材生产程序:
1、挤出塑化
使用PVC地板基材生产线:锥形双螺杆挤出机,分为五个加热区域,原料经料斗进入挤出机后,经加热升温,同时旋转螺杆,对物料进行不断剪切塑化,使物料可以充分熔融流动,再经过模具口挤出,使其生成所需要的形状。
2、冷却定型
经过模具口挤出成型的物料进入定型台,定型台的材质采用不锈钢板制作,里面通入循环的冷却水,对经过模具口的物料进行冷却,使其保持固定成型的形状。
PVC地板基材是PVC木塑复合材料发泡板集中了木材和塑料的优点,克服了天然木材的不足之处,随着人类对于环保意识的增强,pvc木塑复合材料逐渐被人们认可且应用,逐渐代替天然木材,推动了环保事业的发展进程。
PVC木塑地板是一种结皮发泡的新型地板基材,板材芯部发泡,表面光滑,使板重量轻、强度高,同木材一样可加工。
PVC地板基材的优势:防水防火,色泽明亮,无毒无味无甲醛,可进行覆膜、热转印、印刷、压花等多种二次处理。做成地板表面木纹逼真,基材为PVC发泡的PVC木塑地板,富有脚感,在生产过程中不添加任何有毒有害的化学药品,是一款真正绿色环保的绿色地板。 SPC地板生产机组是我司自主研发并申请专利的一款全新产品,具有节能、高效、稳定的特点。吉林本地SPC地板挤出生产线诚信经营
SPC地板挤出生产线
塑料挤出机分为:双螺杆挤出机和单螺杆挤出机。
两种挤出机的区别:单杆的机器和双杆的机器,一个是一根螺杆,一个是两根螺杆,都是用的一个电机带动的,功率因螺杆不同而不同。
50锥双的功率约为20KW,65的约为37KW。产量与料有关,50锥双的产量约为100-150k/h,65锥双约为20-280kgh,单螺杆的产量就只有一半,挤出机按其杆数量可以分为单螺杆、双螺杆和多螺杆挤出机。
如今以单螺杆挤出机应用尤为广,适宜于一般材料的挤出加工,双螺杆挤出机具有由摩擦产生的热量较少、物料所受到的剪切比较均匀、螺杆的输送能力较大、挤出量比较稳定、物料在机筒内停留时间长,混合均匀等特点。 上海自动化SPC地板挤出生产线值得推荐主要成分为聚氯乙烯材料,SPC地板是复合式的,就是上面一层是纯PVC透明层,下面加上印花层和发泡层。
PVC木塑地板基材工艺流程:
1、原料准备好原料
PVC树脂、木粉、秸秆、轻质碳酸钙及其他化工助剂。
2、混合
(1)按配方要求,手动操作进行计量配方配比,计量务必准确。
(2)计量结束后,启动高速混合机,将计量好的所有原料放入高速混合机,混合15分钟左右。
3、投料(使用设备:上料机)
将混合均匀的物料经螺旋自动上料机投入挤出机的料斗中。
4、挤出塑化(使用设备:双螺杆挤出机)
将挤出机预先设定并保温,设定温度为170℃左右。将投入挤出机料斗的物料通过挤出机熔融塑化并通过模头挤出至真空定型装置中。
5、冷却定型(使用设备:真空定型部件)
将通过挤出机模头挤出的物料送至真空定型装置中,通过循环冷却水冷却定型。
6、牵引(使用设备:牵引机)
将冷却定型的木塑板通过牵引机牵引出来,送至切割机。
7、切割(使用设备:切割机)
将送至切割机的木塑板切割成所需的长度,切割好的木塑板整齐摆放在托盘上,摆放高度不能超过1米。
SPC地板的主要优点:
1.SPC地板物理指标更加稳定可靠,化学指标符合国际标准;
2.SPC钙塑地板的密度:1.9〜2.2T/立方;
3.SPC钙塑地板收缩率:≤0.8‰(回火处理);木塑地板收缩率:≤2.5‰(收缩率测试标准:80℃,标准为6小时);
4.地板的厚度可以控制在0.05mm以内,小于WPC的厚度偏差0.2mm;
5.地板后的闩锁的转角强度远高于SPC基板的转角强度;
6.长期使用时尺寸变化很小,冷热温度和日照变化不敏感;
7.在线无胶直接挤出的多层复合成型,比木塑地板可减少热压和粘贴过程,减少了人工和生产时间;
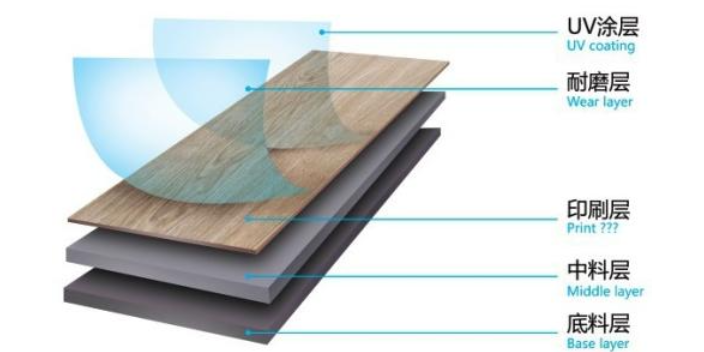
8.SPC地板由基膜,色膜,基材和耐磨层之间的无胶粘合强度远高于WPC地板的热压粘合工艺;
9.SPC板从挤出生产线上经过了回火处理,可以有效减少切割后加工过程中的应力和变形现象。 SPC地板是为了响应国家减排而发明的新型地板材料。

SPC地板片材挤出生产线
用途与特点:
塑料板(片)材(单层及多层共挤)机组系列:塑料挤出板(片)材(单层及多层共挤)生产线,随着装修、建筑业的不断崛起,塑料板、片材的市场在大规模的扩大,在塑料挤出板、片材设备的开发中,本公司着眼于以人为本,不断吸收、消化国外先进设备的成功经验和技术,不断创新,成功地开发出系列大中型成套塑料挤出板、片材生产线。
主要产品有:PMMA、PC、ABS、PS板材(单层及多层)PP文具片、吸塑片(单层及多层)、厚板 PVC吸塑片、地毯、厚板PET片材
PVC塑料板材生产线预热:蒸汽进入固移模内,对模具进行预热,使模具得到预热的同时,将存留期间的冷凝水与冷空气排出。
作用:提高模具温度,加强产品表观熔结度。
制品宽度:600~3200
制品厚度:0.2~40cc 地板比较薄、厚度公差要求小,挤出速度快,因此要求有较好的物料分散性、塑化性能和流动性。北京本地SPC地板挤出生产线厂家
SPC地板表面经过特殊的阻菌、抗污处理,对绝大多数细菌都有较强的杀灭能力,抑制细菌繁殖的能力。吉林本地SPC地板挤出生产线诚信经营
SPC钙塑地板生产工艺流程:
工序1:混料根据第五点原材料按照配比,倒入→高速混合机热混(热混温度:125℃,作用是各种材料混合均匀,排除材料中的水份)→进入冷混(给物料降温,防止结块和变色,冷混温度:55℃。)→通过冷却混合均匀的材料;
工序2:挤出加入锥双螺杆挤出机,进行加热挤出→进入板材模头进行挤出成型,成型的片材经过四辊压光机,基材进行定型→贴彩膜→贴耐磨层→冷却→切割;
工序3:UV回火表面UV→回火(回火热水温度:80~120℃;冷水温度:10℃)
工序4:分切开槽+包装分切→开槽→检验→包装。 吉林本地SPC地板挤出生产线诚信经营
安徽嘉好机械制造有限公司是以提供SPC地板挤出线,PVC发泡板挤出生产线,LVT地板挤出生产线,木饰面板生产线内的多项综合服务,为消费者多方位提供SPC地板挤出线,PVC发泡板挤出生产线,LVT地板挤出生产线,木饰面板生产线,公司成立于2017-08-22,旗下嘉好机械,已经具有一定的业内水平。公司承担并建设完成机械及行业设备多项重点项目,取得了明显的社会和经济效益。多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。
上一篇: 安徽安装SPC地板挤出生产线联系人
下一篇: 安徽PVC发泡板生产线设备机器诚信经营