Nano X轮廓仪有谁在用
轮廓仪、粗糙度仪、三坐标的区别:关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。但是,轮廓仪和粗糙度仪关系其实挺密切,现在有一种仪器叫做粗糙度轮廓测量一体机,就是在轮廓仪上加装了粗糙度测量模块,这样既可以测量轮廓尺寸,又可以测量粗糙度,市场上典型产品就是中图仪器的SJ5701粗糙度轮廓仪。在结构上,轮廓仪基本上都是台式的,而粗糙度仪以手持式的居多,当然也有台式的。反射光通过MPD的珍孔减小到聚焦的部分落在CCD相机上。Nano X轮廓仪有谁在用

涵盖面广的2D、3D形貌参数分析:表面三维轮廓仪可测量300余种2D、3D参数,无论加工的物件使用哪一种评定标准,都可以提供权面的检测结果作为评定依据,可轻松获取被测物件精确的线粗糙度、面粗糙度、轮廓度等参数。四、稳定性强,高重复性:仪器运用高性能内部抗震设计,不受外部环境影响测量的准确性。超精密的Z向扫描模块和测量软件完美结合,保证高重复性,将测量误差降低到亚纳米级别。三维表面轮廓仪是精密加工领域必不可少的检测设备,它既保障了生产加工的准确性,又提高了成品的出产效率,满足用户对各项2D,3D参数检测需求的同时,还依然能够保持高重复性,高稳定性的运行,其对精密加工所产生的的作用是举足轻重的。光刻机轮廓仪自动化测量轮廓仪可以用于测量产品的尺寸、形状和曲率,以确保产品符合设计要求。
轮廓仪,能描绘工件表面波度与粗糙度,并给出其数值的仪器,采用精密气浮导轨为直线基准。轮廓测试仪是对物体的轮廓、二维尺寸、二维位移进行测试与检验的仪器,作为精密测量仪器,在汽车制造和铁路行业的应用十分广范。(来自网络)先进的轮廓仪集成模块60年世界水平半导体检测技术研发和产业化经验所有的关键硬件采用美国、德国、日本等PI,纳米移动平台及控制Nikon,干涉物镜NI,信号控制板和Labview64控制软件TMC隔震平台世界先进水平的计算机软硬件技术平台VS2012/64位,.NET/C#/WPFIntelXeon计算机
轮廓仪是用容易理解的机械技术测量薄膜厚度。它的工作原理是测量测量划过薄膜的检测笔的高度(见右图)。轮廓仪的主要优点是可以测量所有固体膜,包括不透明的厚金属膜。更昂贵的系统能测绘整个表面轮廓。(有关我们的低成本光学轮廓仪的資訊,请点击这里).获取反射光谱指南然而轮廓仪也有不足之处。首先,样本上必须有个小坎才能测量薄膜厚度,而小坎通常无法很标准(见图)。这样,标定误差加上机械漂移造成5%-10%的测量误差。与此相比,光谱反射仪使用非接触技术,不需要任何样本准备就可以测量厚度。只需一秒钟分析从薄膜反射的光就可确定薄膜厚度和折射率。光谱反射仪还可以测量多层薄膜。轮廓仪和光谱反射仪的主要优点列表于下。如需更多光谱反射仪信息请访问岱美仪器的官网。LED光源通过多珍孔盘(MPD)和物镜聚焦到样品表面上,从而反射光。

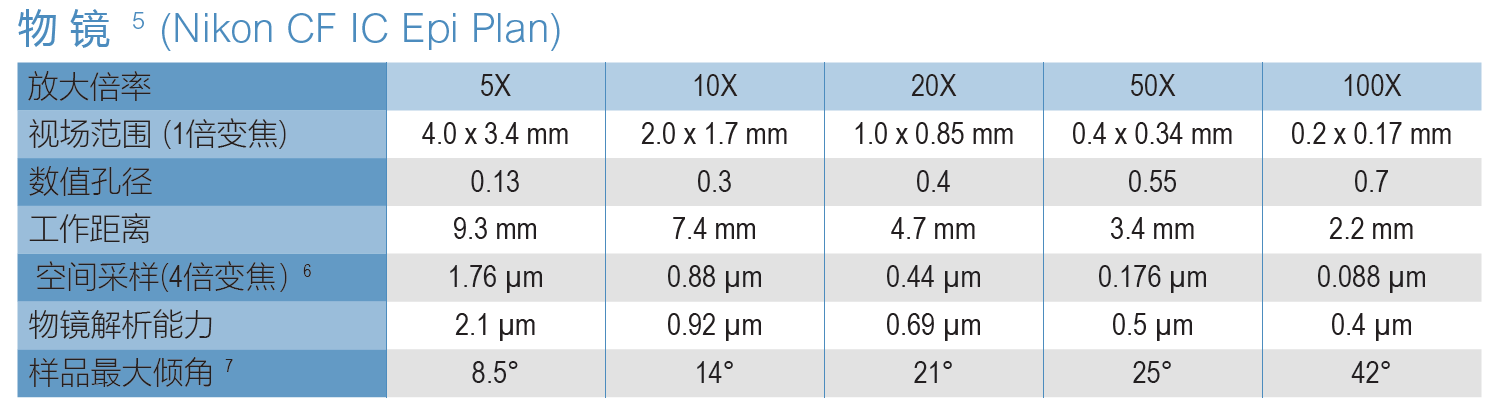
轮廓仪的物镜知多少?白光干涉轮廓仪是基于白光干涉原理,以三维非接触时方法测量分析样片表面形貌的关键参数和尺寸,典型结果包括:表面形貌(粗糙度,平面度,平行度,台阶高度,锥角等)几何特征(关键孔径尺寸,曲率半径,特征区域的面积和集体,特征图形的位置和数量等)白光干涉系统基于无限远显微镜系统,通过干涉物镜产生干涉条纹,使基本的光学显微镜系统变为白光干涉仪。因此物镜是轮廓仪*重要部件,物镜的选择根据功能和检测的精度提出需求,为了满足各种精度的需求,需要提供各种物镜,例如标配的10×,还有×,5×,20×,50×,100×,可选。不同的镜头价格有很大的差别,因此需要量力根据需求选配对应的镜头哦。 视场范围:560×750um(10×物镜) 具体视场范围取决于所配物镜及 CCD 相机 。Nano X轮廓仪有谁在用
轮廓仪可用于:微结构均匀性 缺 陷,表面粗糙度。Nano X轮廓仪有谁在用
轮廓仪,能描绘工件表面波度与粗糙度,并给出其数值的仪器,采用精密气浮导轨为直线基准。轮廓测试仪是对物体的轮廓、二维尺寸、二维位移进行测试与检验的仪器,作为精密测量仪器在汽车制造和铁路行业的应用十分广范。(来自网络)先进的轮廓仪集成模块60年世界水平半导体检测技术研发和产业化经验所有的关键硬件采用美国、德国、日本等PI,纳米移动平台及控制Nikon,干涉物镜NI,信号控制板和Labview64控制软件TMC隔震平台世界先进水平的计算机软硬件技术平台VS2012/64位。Nano X轮廓仪有谁在用
上一篇: 广西高精度电容位移传感器哪家好
下一篇: 没有了