泰州不锈钢加工公司
钣金加工,作为现代制造业中的重要工艺,展现出了令人瞩目的魅力和强大的功能。它涵盖了从原材料到成品的一系列复杂而精细的操作。首先,钣金加工的选材至关重要,通常会选用具有良好延展性和强度的金属板材,如不锈钢、铝、冷轧板等。在加工过程中,通过剪板、冲孔、折弯等工艺,将平面的板材逐步塑造成各种复杂的形状和结构。例如,在汽车制造领域,钣金加工用于制造车身外壳、车门、引擎盖等部件。精确的冲孔和折弯能够确保部件的尺寸精度和装配精度,从而保证汽车的整体性能和外观质量。在电子设备行业,钣金机箱和机柜的制作也离不开钣金加工,其良好的防护性能和散热性能为电子元件提供了可靠的运行环境。此外,随着数控技术的不断发展,钣金加工的自动化程度越来越高,不仅提高了生产效率,还进一步提升了产品的质量和一致性。总之,钣金加工在现代工业中扮演着不可或缺的角色,为各个领域的发展提供了坚实的支撑。电箱加工请联系上海羿风不锈钢制品有限公司,欢迎来电沟通。泰州不锈钢加工公司

螺柱焊机不能焊接的原因有很多。以下将尽可能地分析和解决螺钉无法焊接的情况:如果焊枪调整不正确,大约80%的螺钉无法焊接,这是由于焊枪参数调整不正确,尤其是在焊接铝钉螺柱时。螺柱焊枪参数调整分为压力参数调整和增加参数调整。1、电压调节不正确:如果电压参数与螺钉规格不匹配,也会导致无法焊接。解决方案:根据实际焊接效果对电压参数进行微调,直至达到要求的焊接效果。2、螺钉材料的影响:这种情况也很常见。由于螺钉制造商的螺钉质量参差不齐,不排除一些制造商使用不符合标准的材料来降低生产成本。3、焊枪锁紧螺母未锁紧:这种情况发生在螺柱夹头装夹时的疏忽。解决办法:检查锁紧螺母是否锁紧。4、焊枪升降损坏:这种情况发生在使用升降螺柱焊枪时。解决方案:如果发现焊枪升降损坏,需要联系维修,私自维修可能会造成更大的损坏。5、焊机损坏:当排除上述所有问题的可能性时,应判定为设备损坏。解决办法:联系维修,私人维修可能会造成更大的损坏。宁波不锈钢加工定做铁艺加工请找上海羿风。
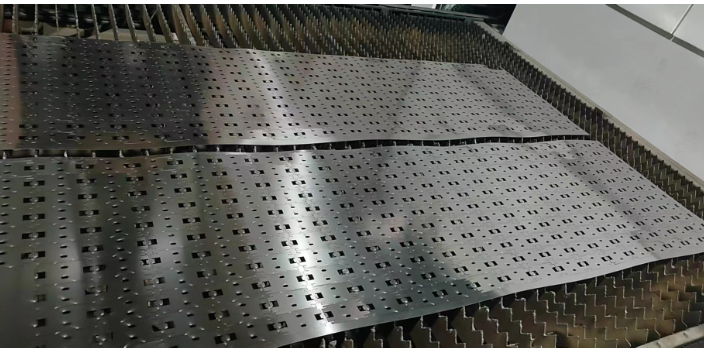
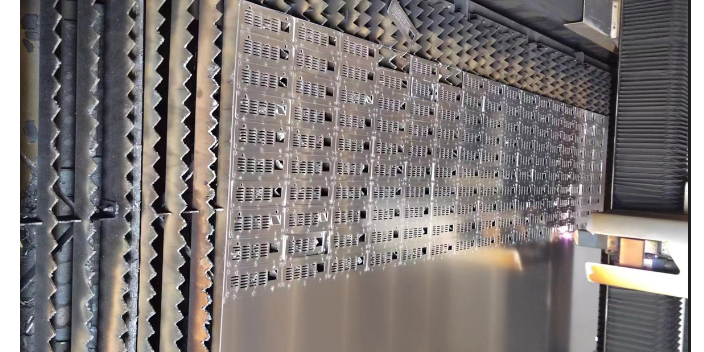
按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接、表面处理。本此讲述每一种加工方式所要注意的工艺要求。下料下料根据加工方式的不同,可分为普冲、数冲、剪板、激光切割等,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料的主要方式为数冲和激光切割。数冲是用数控转塔冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于3.0mm,铝板小于或等于4.0mm,不锈钢小于或等于2.0mm。加工板材比较大尺寸1250mm*4000mm。激光切割机在现代的生活生产中应用普遍,他可以分为三种类型,YAG固体激光切割机、CO2激光切割机、光纤激光切割机。
安全防护:在进行配电箱加工时,需要注意安全防护措施,包括佩戴防护眼镜、手套等,避免发生意外伤害。加工过程中要注意防止火花飞溅、电击等危险,确保工作环境安全。环境保护:在进行配电箱加工时,要注意环境保护,避免产生废水、废气等污染物。加工废料要进行分类处理,确保环境卫生和资源利用。总之,配电箱加工是一个复杂的过程,需要严格按照设计要求和规范进行操作,确保配电箱的质量和安全性。同时,加工过程中要注意安全防护和环境保护,做好相关的检测验收工作,确保配电箱的正常运行和可靠性。水箱加工请联系上海羿风不锈钢制品有限公司,欢迎来电。
在建筑行业中,不锈钢加工可以制作各种不锈钢门窗、楼梯扶手等装饰品,同时也可以制作不锈钢管道和配件。在食品行业中,不锈钢加工可以制作食品加工设备、厨房用具等,因为不锈钢具有耐腐蚀、卫生易清洁等特点,非常适合食品加工环境。在化工行业中,不锈钢加工可以制作各种化工设备,如反应釜、储罐等,因为不锈钢具有耐腐蚀的特性,可以在恶劣的化学环境中使用。总之,不锈钢加工是一种重要的金属加工方法,具有广泛的应用领域。通过切割、成型、焊接、抛光等过程,可以将不锈钢加工成各种形状和尺寸的产品。不锈钢加工在建筑、食品、化工等行业中都有重要的应用,为各个行业提供了高质量、耐用的产品。配电箱加工请找上海羿风,欢迎来电详谈。湖州电箱加工定制
焊接加工请联系上海羿风不锈钢制品有限公司,欢迎来电咨询。泰州不锈钢加工公司
钣金加工的工艺流程,根据钣金件结构的差异,工艺流程可各不相同,折弯;折弯就是将2D的平板件,折成功D的零件。其加工需要有折床及相应折弯模具完成,它也有一定折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折。折弯条数是T=3.0mm以下6倍板厚计算槽宽,如:T=1.0、V=6.0F=1.8、T=1.2、V=8、F=2.2、T=1.5、V=10、F=2.7、T=2.0、V=12、F=4.0折床模具分类,直刀、弯刀(80℃、30℃)铝板折弯时,有裂纹,可增加下模槽宽式增加上模R(退火可避免裂纹)折弯时注意事项:Ⅰ图面,要求板材厚度,数量;Ⅱ折弯方向Ⅲ折弯角度;Ⅳ折弯尺寸;Ⅵ外观、电镀铬化料件不许有折痕。折弯与压铆工序关系,一般情况下先压铆后折弯,但有料件压铆后会干涉就要先折后压,又有些需折弯—压铆—再折弯等工序。泰州不锈钢加工公司