四川 锥孔球齿钻头公司
手电钻可以用普通钻头安装在混凝土墙上,但整体效率不是特别高,所以本电站选择三角头,因为三角头的冲击力更强。另外,还可以选择三角形钻头,可以直接打混凝土墙。因为相对来说,这个钻头的硬度也足够高,可以让钻孔变得更加容易。我在哪里可以用它来钻孔。混凝土钻孔应使用自用麻花钻钻头,切削刃应为硬质合金。冲击钻依靠旋转和冲击来工作。单次震动很轻,但每分钟震动超过40,000次。手钻可以用普通的钻头安装在混凝土墙上。整体效率不是特别高。选择三角头是因为三角头的冲击力更强,混凝土墙能尽快穿透进去,效率还是很好的。工作需要带水,工作时要小心,钻孔速度会越来越慢。钻头和钻头在五金中用什么玻璃化墙砖。用于在混凝土基础、墙壁、砖墙、花岗岩上钻孔,以便在孔中安装膨胀螺栓。推荐使用硬质合金扭曲钻头。由于混凝土墙的刚性,钻孔必须缓慢进行。先检查钻孔设备是否完好,连接是否正常,然后再进行钻孔台州市椒江建设工程机械厂为您供应钻头,有想法的可以来电咨询。四川 锥孔球齿钻头公司
群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅。钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”。其钻矩降低30%左右,所以它可以用较大的进给量钻孔。外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能。由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用。麻花钻对于机械加工来说,它是一种常用的钻孔工具。结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事。关键在于掌握好刃磨的方法和技巧,方法掌握了,问题就会迎刃而解。我这里介绍一下对麻花钻的手工刃磨技巧。麻花钻的顶角一般是118°,也可把它当作120°来看待。安徽加长钻头哪家好台州市椒江建设工程机械厂致力电锤钻头生产研发,欢迎您的来电。
基体和刀头的焊接:正规的刀头焊接(复焊)厂家一般采用高精度的全自动焊机,配以高精度靠模,严格细致的焊接工艺和质量检查标准,这样可以有效地控制焊接时刀头加热对锯片基体的平面度,端面跳动量,径向跳动量和张力值的影响,有效地避免或减少锯片在切割过程中出现板材弯曲的机会!同时,刀头和基体的配合比(刀头厚度与基体厚度之比)也是一个不容忽视的重要因素!过小容易在切割深度超过半径的二分之一时出现板材弯曲现象(一般厂家认为此值在1.25一1.35时切割效果较好)!因此石材加工企业在进行刀头焊接(复焊)时,要选择条件比较好一点的正规刀头焊接生产厂,确保锯片成品的质量和切割高效,减少损失和浪费!锯机的影响因素再来分析所使用的设备(锯机)方面的因素,在锯机方面影响弯板产生的困素,主要有锯机的整机运行质量和锯机使用过程的安装维护和切割过程的冷却润滑有关!
精度高:钻头可以精确控制钻孔的直径和深度,保证了加工精度!适用性广:钻头可以用于加工各种材料,适用性广!经济实用:钻头价格相对较低,使用寿命较长,经济实用!操作简单:钻头操作简单,不需要复杂的设备和技术,容易上手!结论综上所述,钻头是一种常见的切削工具,广泛应用于金属、木材、石材、陶瓷等材料的加工中!钻头具有高效、精度高、适用性广、经济实用、操作简单等优势!在实际应用中,应根据不同的加工材料和加工方式选择合适的钻头,以达到比较好的加工效果!台州市椒江建设工程机械厂致力钻头生产研发,有需求可以来电咨询。
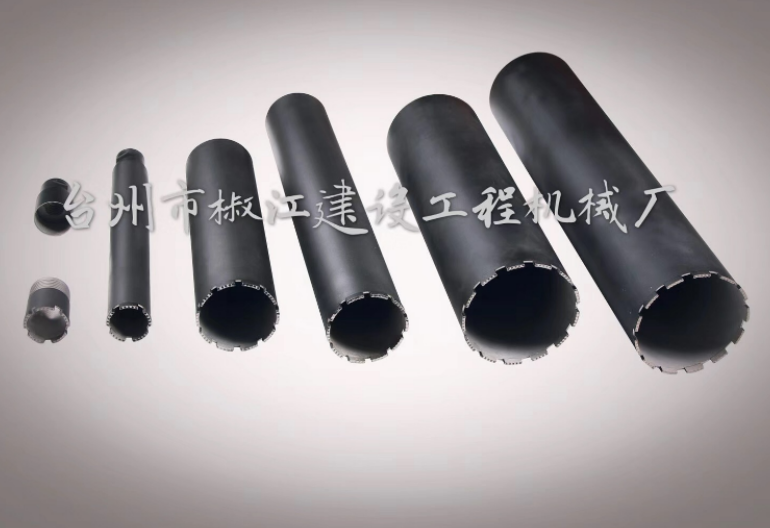
空心钻头是一种较适合便携式工具使用的孔加工刀具。但由于空心钻头的制造工艺比较复杂,且不能加工盲孔,因此在金属切削加工中使用并不普遍,通常只在加工一些大直径或贵金属工件的通孔或钻孔设备功率受到限制时才使用。由于空心钻头没有标准定型产品,因此大部分用于特殊材料加工的空心钻头均需自行研制。空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具。台州市椒江建设工程机械厂为您供应钻头,有想法欢迎来我司咨询!四川钨钢钻头品牌
购买冲击钻头设备,就选台州市椒江建设工程机械厂,欢迎客户来电。四川 锥孔球齿钻头公司
钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。由刃口往后磨后面。刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。发现刃口温度高时,要及时将钻头冷却。四川 锥孔球齿钻头公司
上一篇: 北京取芯钻头厂家排名
下一篇: 台州电锤钻头